Before milling or turning, stock typically needs to be cut to length. My first tool for this task was a handheld power bandsaw lashed to a plywood frame.

This worked quite well, and is still functional. The reason that I have tried other means for cutoff is that it did not do well with large (say 3 inch diameter) round stock; the blade did not travel straight in the vertical plane. Part of the reason for this is that it is still a handheld tool and it is difficult to maintain constant pressure during a lengthy cut. Also, the wood frame is too compliant.
Next I purchased a bandsaw from Little Machine Shop.

This was better because the frame was stiffer. But after a year of occasional use, the rear guide assembly failed. Again, this is still a handheld tool and I was probably forcing it too much. LMS sent me a new guide assembly and it is again working.
Large, free-standing metal bandsaws have hands-free operation and should perform better than either of these tools. They also have limit switches to shut down the blade at the end of the cut. But I do not have room in my shop for this.
If you search for “power hacksaw” on Youtube, you can find videos of many homemade saws. Invariably, they involve a crank to achieve reciprocating motion. This kind of gadget has quirky appeal; I decided to try my hand.
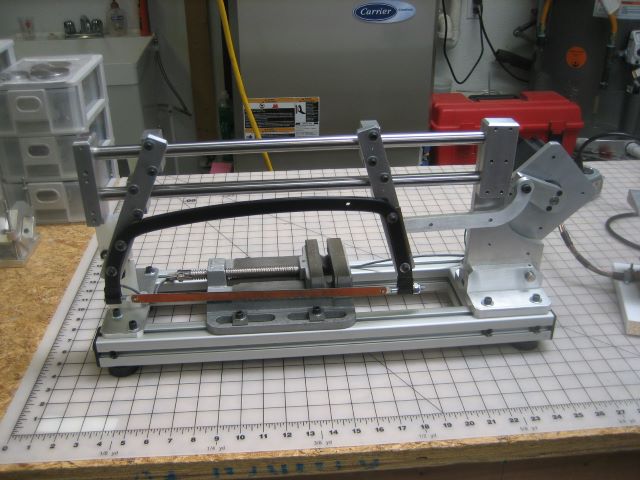
Here is the result.

What is different in my design is the use of a large (NEMA 34) stepper motor. This avoids the cost of a gearmotor and the complexity of two stages of belt drive.
Two more photos:


The limit switch:

The motor control: a 48 volt supply, a step motor driver, and an Arduino Nano to generate pulses at a ramping rate.

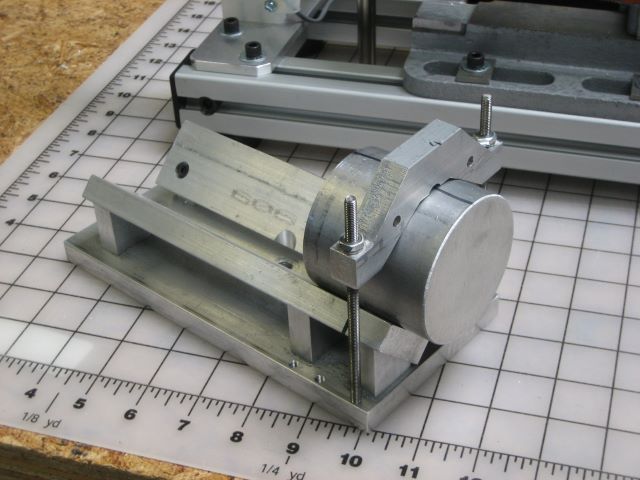
This is an auxiliary fixture to hold large round stock.

Here is an extra weight for the front end.

Design and Construction Notes:
1. The frame for the saw blade is from a Stanley hand saw (STHT20138). The additional bow under blade tension is appreciable and must be considered when drilling holes in the mounting brackets, i.e., have the blade under tension when you spot the hole locations.
2. The fit of the blade end holders in the frame is loose. I was able to improve the squareness of the saw cut by inserting shim stock into the gaps.
3. The base is made from 1.5 x 1.5 inch “T-slot” material. Guide rails are 5/8 diameter steel shaft.
4. I tried Oilite for the linear bushings, but could not align well enough to prevent binding. Final bushings are teflon filled acetal.
5. The motor is rated 640 in-oz (at 5.5 amps/phase) but I think this means holding torque. The relevant rating is 475 in-oz driving at 100 rpm and 48 volts. 48 volts is much more than needed to push 5.5 amps through the 0.43 ohm winding resistance, but is needed to obtain a sufficient rate-of-change of current (4 mH/phase).
6. The motor has 200 full steps/rev but its driver is set to “microstep = 2”, so 400 pulses are needed per revolution. I run at 1.0 rev/sec, so the pulse source is a maximum of 400/sec. On acceleration, I ramp from 40 to 400 pulse/sec. I think that a 400/sec constant source would be OK (maybe a 555 timer), since there is no problem recovering from a stall when the source remains steady at 400/sec.
7. In operation, 0.7 amp is drawn from the 48 volt source, or about 34 watts. Most of this is accounted for as ohmic loss: 2 phases * 0.43 ohm/phase * (5.6 amp)^2 = 27 watts. The supply for the Arduino is just a 5:1 resistive divider from 48 volts. Wiring for the limit switch should be shielded.
8. The crank length is 2.0 inch, so the push available to the blade is 475 in-oz / (16 oz/lbf * 2 in) = 14.8 lbf. The crank grips the motor shaft with a steel shaft collar. Link pivots are shoulder screws running in bronze bushings, oil lube.
9. The two guide shafts together weigh 3.5 lbm and are nearly centered over the cutting point. Including the saw frame, the total down force at the cut is about 5 lbf. The machine runs without stall at this cut pressure. But if I add the auxiliary 1.8 lbm weight at the front end (increasing the down force at the cut to about 8.5 lbf), stall is a problem. I am using a 14 tooth/inch blade, but did not see much difference with 24/inch. NEMA 34 step motors of twice this rating are available and should allow use of the extra weight. I assume that this would increase the cut rate.
10. Cutting is slow but square. I can do other tasks while the saw runs.
Here is a parts list. I have not been careful about fastener quantities, and I did not even try on small items like standard flat washers, wires, switches, etc.

Update 15 Oct 2019: I have removed several previous updates concerning stall problems with the hacksaw. Problem turned out to be misalignment of the linear bearings causing jam. Every time I loosen/retighten the blade, I have to realign. Four bearing blocks are held by 2 screws each; loosen and retighten these to realign.
Here is the vertical saw that I made from my first bandsaw. Will keep 24t/inch blade on it for fine work.

Update 7 Nov 2019: To get satisfactory operation, I had to make two modifications to my original design. Mod 1 was to relocate the center of crank rotation. This I did by drilling new mounting holes in the motor plate. Now the original dogleg crank is replaced with a straight crank.

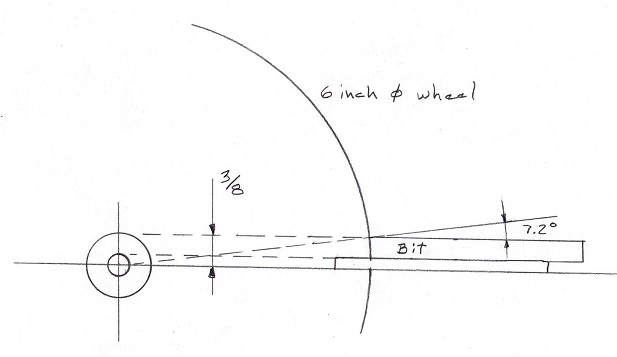
With the original crank location, the tangent of the crank angle (relative to the direction of blade frame motion) was too large and reciprocating motion would lock up even without a cutting load.
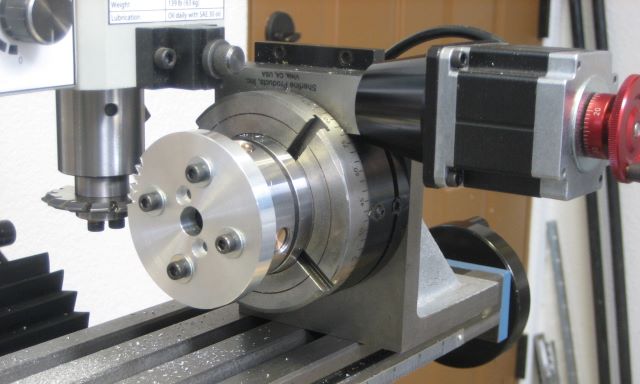
Mod 2: I still needed additional torque from the motor. Since the motor could supply plenty of power (speed times torque), a gearbox was needed. I bought two involute cutters of China source and made a mandrel to hold them.

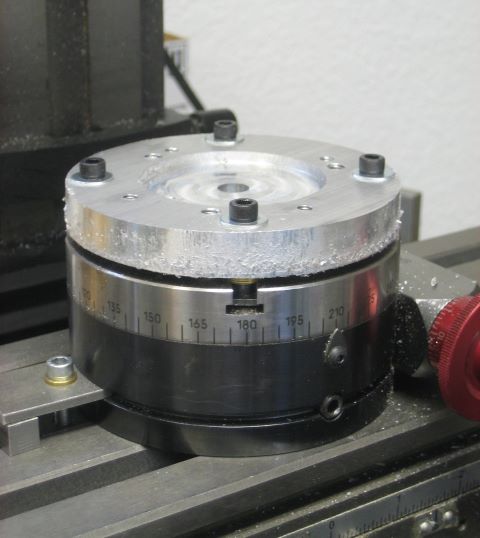
Setup for cutting the 48 tooth output gear:

Setup for cutting the 17 tooth pinion:
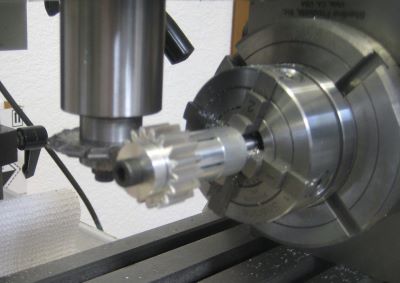
Both gears grip shafts through shaft collars.
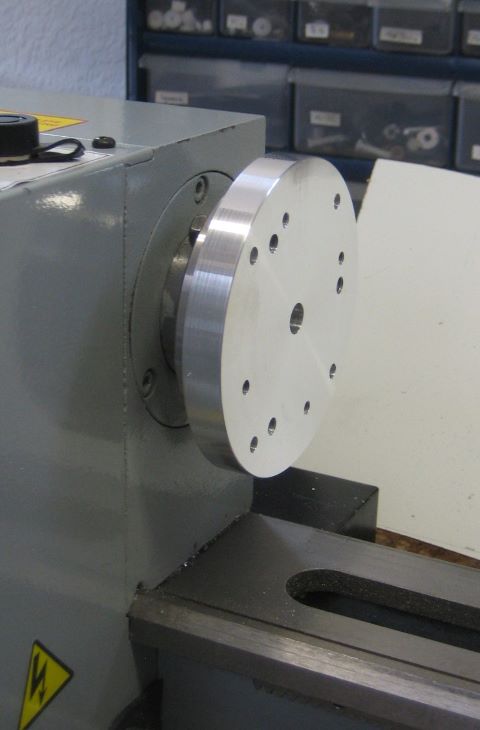
This is the gearbox frame. It is designed for NEMA 34 mounting at both input and output and so can be simply bolted in between motor and crank.

Finally, a different view of the modifications:

I reprogrammed the Arduino chip to give 1100 pulses/sec (was 400) so blade speed is unchanged. With the larger crank torque, I can use the extra weight at the front end of the saw.
Note on saw frame mounting: The Stanley saw frame is bent from an oval steel tube. Bending distorts the oval, making it thicker on the inside of the bend. When the frame is screwed to the two hangar brackets, they will twist as the screws are tightened. This will lock up the linear bearings. I used shim stock at the interface to prevent the twist and preserve free sliding motion.
The poor design choice here was to make the reciprocating frame from the Stanley saw and two hangar brackets (aluminum 3/8 x 1). It takes a lot of attention to keep everything aligned so that the 4 linear bearings do not bind. A better design would be to make this one piece, which would require a 3/8 aluminum plate about 8 x 15 inches. I may pursue this change if I figure out how to profile the aluminum plate.
Update 13 Dec 2019: Problems with binding have continued, so I have replaced the Stanley saw frame with a homemade frame. This keeps the bearings aligned and seems to have solved all problems.


This is working so smoothly that the gear reduction may not be necessary.
Update 18 Feb 2021: The power hacksaw is providing me with the slabs that I need for ferrule shrinking tools. It is slow; one cut-off from the 2.63 inch diameter bar of 6061 takes somewhat more than 3 hours. But for all this time, operation is unattended.

Slabs are quite clean and square.

Cutting a one inch round bar of 41L40 takes 14 minutes.