
For my current line of bronze frame reels, the starting point for the front end ring, and for the rear end plate, is a disk sawn from the end of a 3 inch diameter bronze rod. This disk must be turned to remove the saw marks and to arrive at the correct thickness. But the “3 inch” chucks (both 3 and 4 jaw) of my Sherline lathe fall a little short of handling the 3 inch disk.
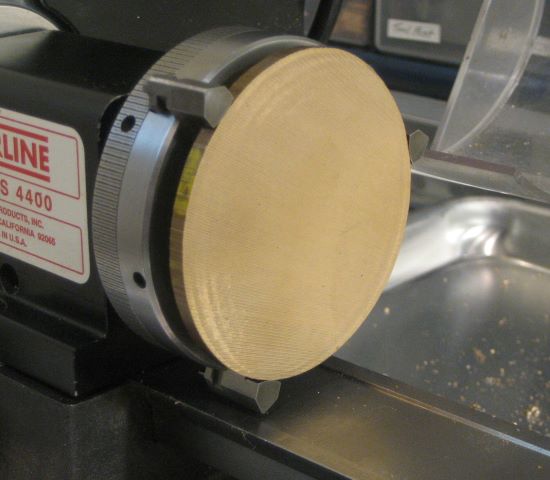
The chuck and disk cannot be spun, at least without using a riser block under the headstock: chuck jaws will strike the lathe bed. A 2.9 inch diameter disk would be OK. I don’t like to use a riser block; the tall tool post is less rigid and the tailstock then also needs a riser, and this is difficult to install.
There is a second problem with the chucks: the last step on the jaws is taller than the thickness that I want for the front end ring, or for the flange of the rear end plate. So far, I have dealt with these problems by
1. milling 4 shallow flats on the periphery of each disk and using a 4 jaw chuck (the flats fall in between the raised pillars), and
2. placing an .060 thick sheet metal spacer on the chuck jaws.
Point 1 is time consuming and point 2 probably makes it more difficult to produce a disc of uniform thickness.
So recently I bought Sherline part 11420, a second set of jaws for the 3 jaw chuck. These are like the original chuck jaws except they have not had steps machined in and they are unhardened steel so the user can configure them as desired. I have used them to make a set of jaws that are not as high (axial direction) and have less radial projection.
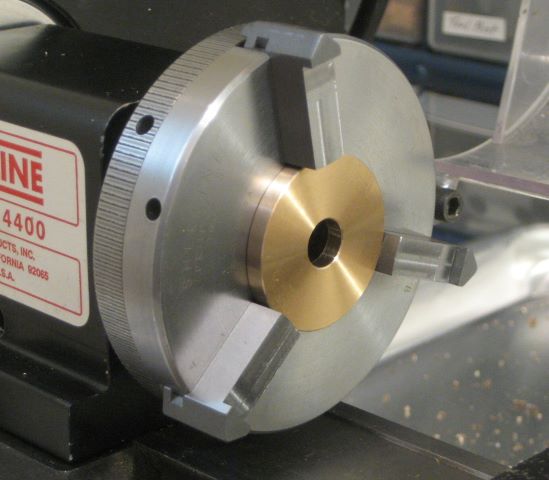
I milled out most of the waste material, then finished the jaws on the lathe. Here you see the jaws clamping a scrap material ring so that they are secure while being turned.
When you order these jaws, you send your chuck to Sherline so they can custom fit to the chuck slots.
So now I can surface the bronze disks with much less fuss.


Pingback: Chuck Spider | North Branch Reels