
This blog post records my setup for cutting ratchet teeth. I having been building reels one at a time, so this setup is needed for each reel.
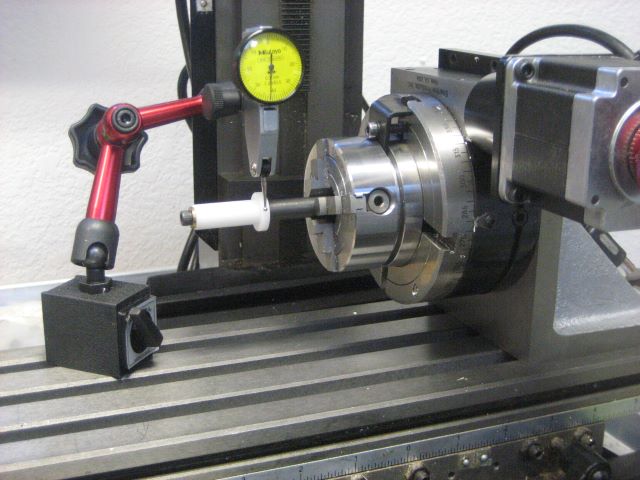
The bushing/ratchet blank is held on a mandrel in a 4 jaw chuck so it can be precisely centered on the rotary table.
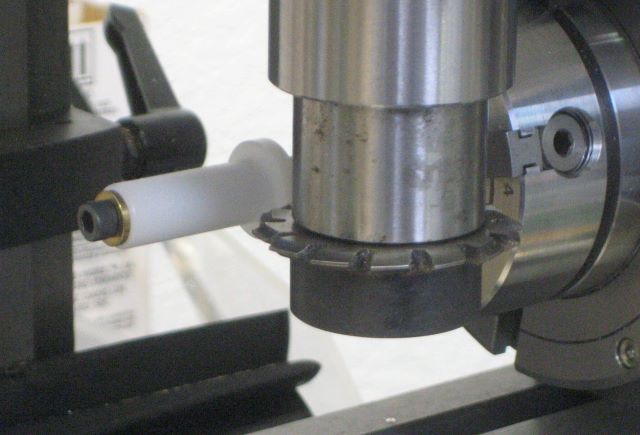
Put the cutter in front of the work piece so that fuzzy burrs are on the ratchet face that can be trimmed.
To get the cutter at the correct height, use a gauge block as a feeler gauge between the blank and the cutter. Then lower the cutter by a calculated amount.
My “gauge block” is a scrap of aluminum milled to 0.582 inch height.

For the 23 tooth ratchet (3 weight reel) the blank is 0.694 diameter and the cutter is .121 thick. So lower the cutter by (.694 + .121)/2 + .582 = .989 inch.
For the 36 tooth ratchet (5 weight reel), (1.056 + .145)/2 + .582 = 1.182 inch.
Depth of cut for the 36 DP ratchets is 2.157/36 = 0.060 inch.
After milling, the Delrin ratchet has fuzzy burrs that have to be removed.


So make the ratchet blank thicker than required. A facing cut will remove much of the burr, but hand clean-up will still be needed. I use a “de-sprue” nipper from MicroMark for this.
