
The problem that I am having with my MiniLathe is that the support of the cutting tool is too compliant. It is really disconcerting when a cut-off blade dives under the workpiece. Chatter is a problem with all types of cutting tools.
I believe that most of the compliance is in the compound slide. I have worked with lapping the dovetail and adjusting the gib, but cannot get satisfactory performance. When I have to part off, I would much rather use my Sherline lathe.

My solution is to remove the compound whenever possible. Here are two fixtures that allow just that.
The first one carries a 3/8 inch diameter round carbide insert. I designed it especially for finishing the inside surfaces of a reel spool.
The insert support is 5/16 inch wide so there is clearance on the sides and the front of the insert and I can use it on all interior surfaces.
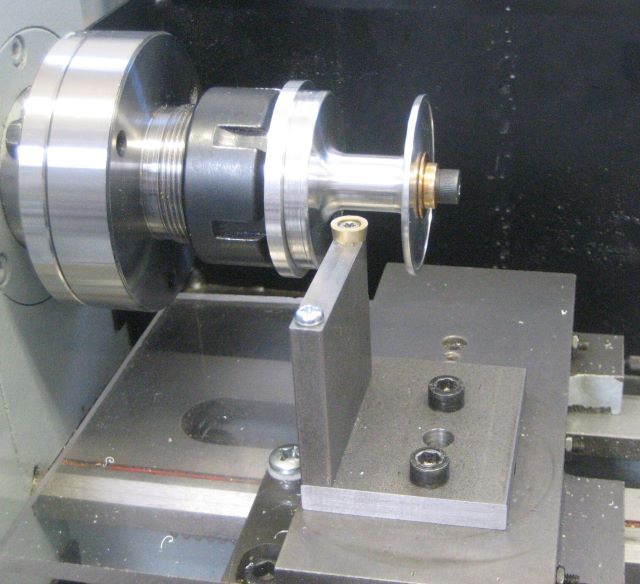
The other fixture is just a spacer that replaces the compound.

Having lost the compound leadscrew, I rely on a dial indicator for axial position.

There is a problem here, of course. I cannot make fine adjustments and close the half nuts to lock the carriage axially. This is OK for some operations but allows carriage creep for others. So I still need to make a positive carriage lock.

Yes…the spacer block approach seems to be common with the mini-lathe.