
I want to make a special brass washer, flat on one side and conical on the other. The stock is 7/16 inch diameter brass, and the cone angle is 60 degrees from parallel to the stock rod axis.
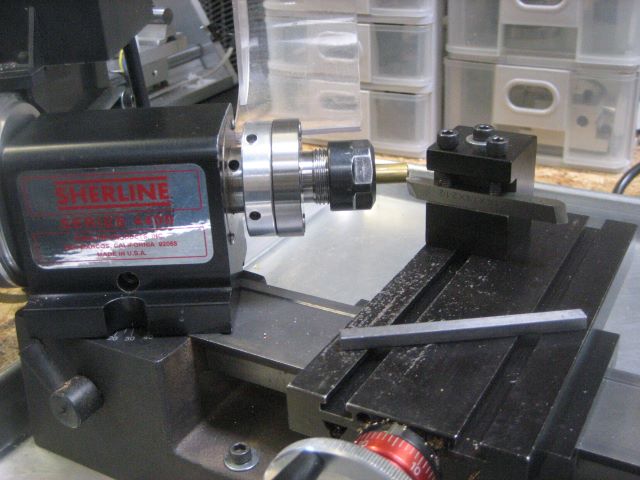
It is easy to set up the Sherline lathe for the conical cut, just pull the alignment key from the bottom of the headstock and rotate the headstock CCW by 30 degrees. The cut can then be made by advancing the cross slide leadscrew. When tapers are less than 45 degrees, you advance the axial leadscrew.
I have seen headstock rotation only on small lathes like Sherline and Taig. The motor mounts to the headstock and rotates with it. Motors for larger lathes are generally too heavy for this, so tapers are made with a compound slide.
So let us see how hard it is to set up this cut with a compound slide. I bought a Chinese minilathe, and am trying to learn how to use it.
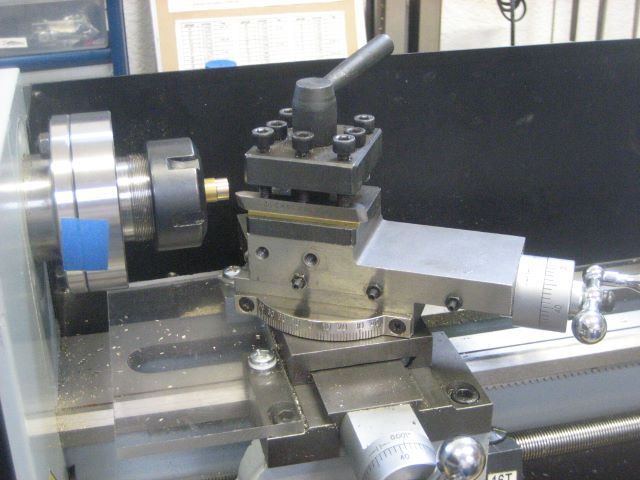
Just turning the compound 30 degrees CW from axial doesn’t work; advancing the compound would just charge the cutter straight into the material, 90 degrees from the desired travel direction.
So let’s rotate on around to 120 degrees CW from axial.
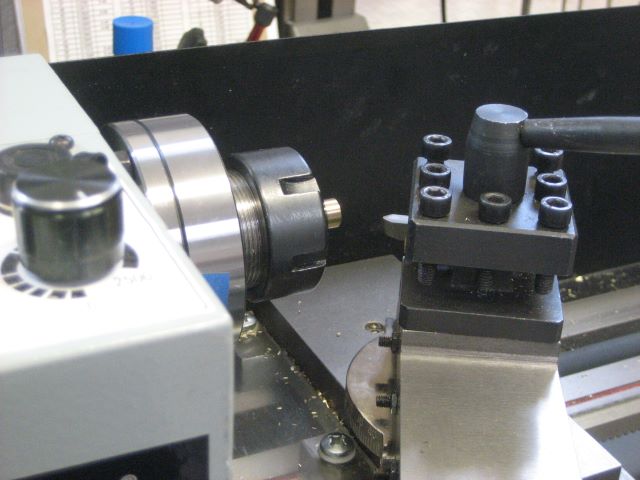
Direction is good, but I can’t push the apron assembly far enough toward the headstock to bring the cutter into position.
Instead, trying turning the compound 60 degrees CCW from axial.
Again, direction is good. But I have to run the compound far back to access the screws that lock angular motion, and then I can’t turn the compound crank because it is up against the chip shield.
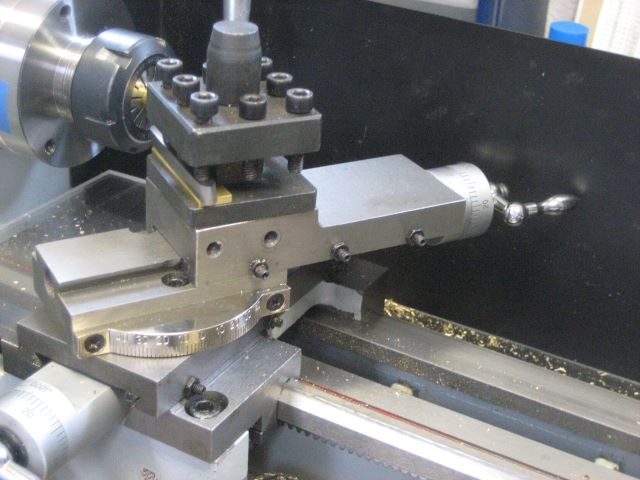
Final answer: turn the compound 60 degrees CW from axial, and make the cut on the back edge of the part.

Of course, the bit has to be turned upside down, and stacked on top of another bit to put the cutting edge at correct height.
A conventional lathe with compound slide doesn’t have to be this clumsy. Some have compound angle locks that are more readily accessible, and few have chip shields that get in the way.
I am impressed with the simplicity and ease of use of Sherline’s configuration, and would like to see it available on a larger lathe. This might be possible if the headstock was a spindle motor with a suitably large spindle.

As time goes by, I will be interested in hearing more of how the mini lathe compares to the Sherline….strengths and weaknesses of both. However, with the market pressure from the 7X lathes and mini-mills, I have always wondered why Sherline does not design a slightly larger line of machines….not to compete directly with the Chinese products…. but say… a lathe with a 6″ swing (with no riser block). With the many complaints and horror stories I have seen on the Chinese machines, I think folks would be willing to pay more for a larger Sherline lathe and mill. Also….in doing so, they would need to address the lack of stiffness that is inherent in their current milling machine designs and develop a new approach. A simple scaling of the mill design would not be sufficient. Of course the drive system would need improvement as you have noted.
Jeff,
I completely agree on the need for a larger Sherline lathe. My feature wishlist: ER32 headstock, 4 inch chucks that spin onto the collet thread, brushless DC drive.
The wretched part of the Chinese Minilathe is the compound. Too compliant; I find it almost impossible to part off using it.
Regarding mills, I really like the 3990 from Little Machine Shop. For my work, it would be difficult to improve on this design. Note that I switched the leadscrews from 16/inch to 20/inch.
Dave,
It is good to hear that the 3990 mill is performing well.
I have seen some folks remove the compound from the mini lathe and only use a tool holder mounted on a riser block on the cross slide or they make a custom, tall tool holder…again mounted directly to the cross slide. In either case, it is too bad that the mini lathe cross slide does not have t-slots like the Sherline or the Austrian Emco lathes (which were the progenitors of the Chinese lathes). However, you have shown several examples of where you actually need the compound.
Jeff,
In fact, I have already made two fixtures that replace the compound. When using either, I have a dial indicator to show the apron/saddle position. Will get around to posting pictures before long.