
For a new reel design, I want a bronze washer of about 3/4 inch OD, ID to pass a #10 screw, and 0.031 thickness. It is part of a thrust bearing; how can I get a close thickness tolerance and a smooth finish?
Sherline offers a “collet pot chuck” for holding thin, round parts. But first you have to buy a WW collet adapter and drawbar. My solution is to make a collet pot chuck that pulls down by the action of the #1 Morse taper in the lathe headstock. It is similar to a Sherline “milling collet” and uses the same 5/16-24 draw bolt.

(photo: my pot chuck on left, Sherline milling collet on right)
I made it from a 1 inch diameter bar of 2011 aluminum. This alloy machines much more easily than the 6061 aluminum that I use for reel parts. I really noticed the difference when I tapped the drawbolt hole.
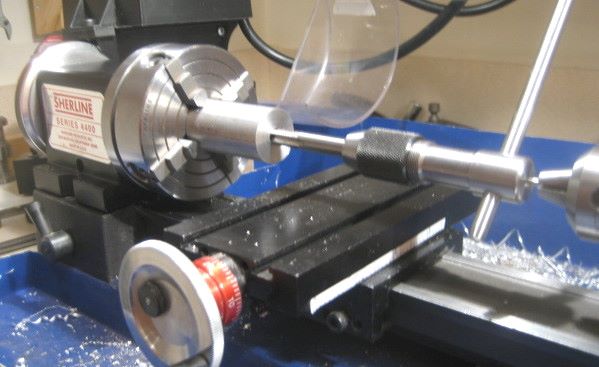
On a Sherline lathe, you can rotate the headstock when you want to cut a taper. Here I have chucked a straight rod in order to indicate the angle tangent.

The entire back of the pot chuck can (and should) be made with just one chucking of the material in a 4 jaw chuck.

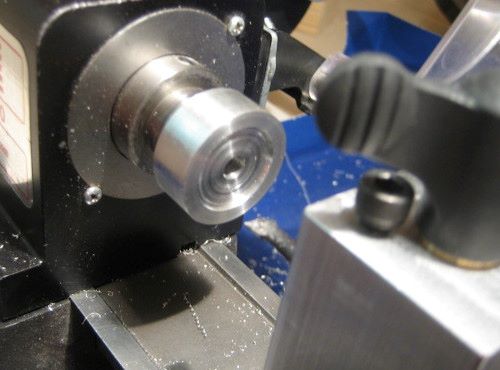
Then mount the pot chuck in the lathe spindle to cut the recess. For optimum use of 3/4 inch rod material, I made a 23/32 recess.
Finally, hold the part firmly and saw 3 slots.
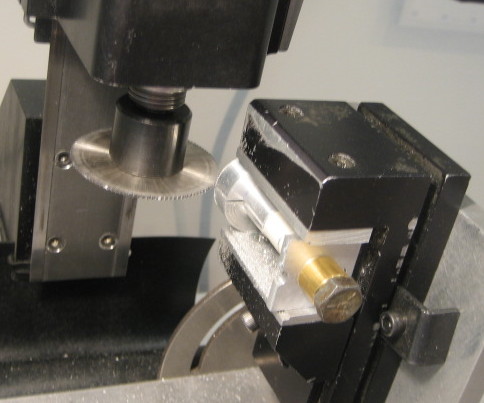
If I want to re-bore the chuck in the future for a different diameter, I can fit a pin in the center hole (0.250″) to keep the chuck from pulling in when it is tightened. Just to saw the three slots, I put a sacrificial aluminum pin in the center.
Here is the chuck holding a washer.
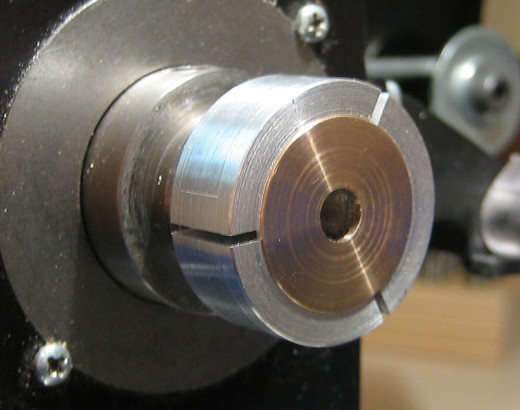
Another view of the chuck and the washer.

To release the chuck, loosen the drawbolt and apply axial force. I keep a shaft collar on my lathe spindle extension, and use a homemade gear puller to do this. If you hit the end of the bolt with a mallet, you will brinell the spindle bearings.

Update 29 May 2012: The aluminum pot chuck did not survive repeated pull-in on the spindle taper. After making 3 washers, it had worn to the point that it could no longer grip. Wear was at the large end of the taper, suggesting that my taper was a little too shallow. 2011 aluminum, at HRB 60, is just too soft for this type of tool. I will re-make the chuck from steel. 12L14 will give me HRB 84 and nearly as good machinability.
