
The spindle of my Sherline Mill has a maximum speed of 2800 rpm, and that is probably not fast enough to run tiny engraving bits. I have a Dremel 395 hand tool (35000 rpm), so I made a mount for it.

This mount is made of aluminum and UMHW. The tool threads into the front block, and the rear block acts like a band clamp. Here you see it fastened to a Sherline riser block.
For successful engraving, you need to be able to make a uniform groove. Here I have mounted the tool to my Sherline mill for a test on scrap aluminum.
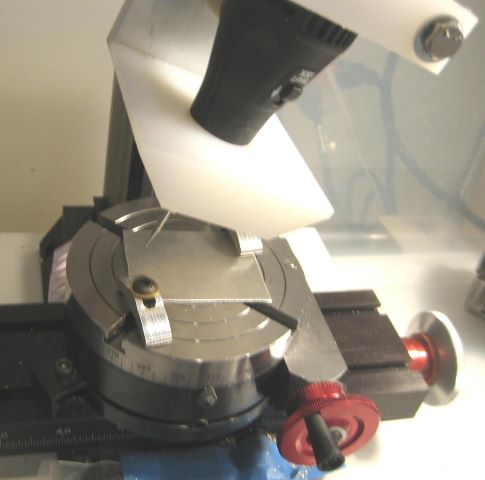
The cutting bit is a Dremel 105, which has a 1/32 inch diameter ball tip. Dremel warns that the ball tip bits do not cut very well when held perpendicular to the workpiece, so I have tilted the tool. Dremel provides both .094 and .125 diameter collets, so I could use also use small end mills.
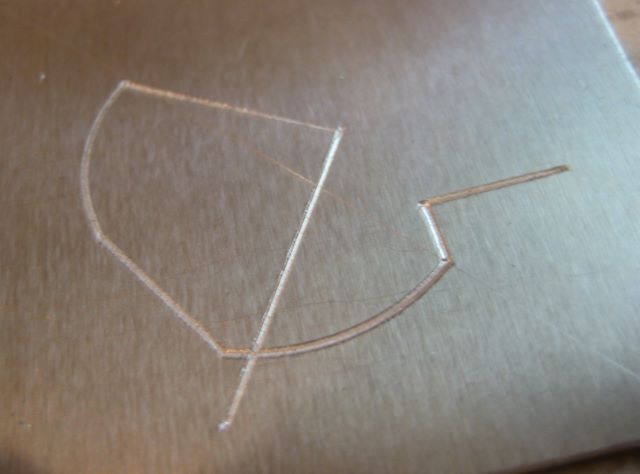
This is the groove produced by freehand X and Y motion of the mill, and angular motion of the rotary table. The grooves represent both directions of travel in the X and Y directions. I judge the groove to be uniform enough for my purposes.
To do useful work, I have to make some more tooling:
1. I would like to be able to engrave identifying letters on my reel feet or bearing caps. For this I need a pantograph. Making the four bars of the linkage should be easy. Also I need a lettering template that will guide a stylus, perhaps a template from an old Leroy lettering set. The difficult part will be control of the Z axis.
2. For decoration of end plates, I may make a rose engine. My plan for this is to mount the Dremel tool on my lathe cross slide, and replace the headstock of the lathe with a rose mechanism. I have already explored the geometry of this mechanism, see post of 13 July 2011, “Engine Turning”.
Is it silly to engrave the end plates of a reel? I don’t know of any classic reels where this was done. But everyone finds 19th century pocket watches to be attractive.

Dave, there are classic and vintage reels that have engraved endplates. There are even collectors who specialize in engraved reels. If you google “engraved fishing reel” you’ll find examples. Some are quite beautiful. A customer of mine engraved his brass reel kit too: http://www.eclecticangler.com/photo-gallery/ scroll down to see his work, completely done by hand.
cheers,
Michael