
Parting, or lathe cut-off, is the operation of sticking a narrow blade straight into a rotating part, and (hopefully) making a continuously deeper groove until the part drops off of the chucked rod stock. A Google search on “lathe cut-off” reveals that many people have difficulty with this operation.
Making frame screws for my reels involves many parting operations. The operation was not going well, and this led me to discover the cause. The blade was not raising a chip, and I began to suspect that it was not properly sharpened.
A good explanation of blade sharpening is at CNC Cookbook. Here a diagram shows how to put top relief on a blade with the corner of the grindstone. I don’t believe that I could do this successfully while hand holding the blade.
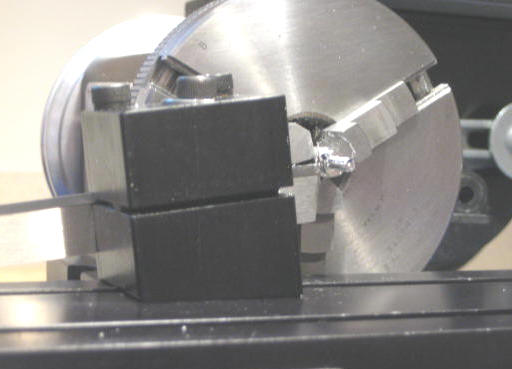
But the cut-off blade holder that Sherline sells holds the blade at a 7 degree angle below horizontal. So this takes care of top relief without having to grind a scallop in the top of the blade. Unfortunately, this holder also removes all or nearly all of the relief of the end surface of the blade. As sold, these blades have an end angle of 10 degrees off perpendicular to the blade top. This is a good relief if the blade is held horizontal, which is usual. But in the Sherline holder, relief is effectively reduced to 3 degrees. Sherline instructs us to re-sharpen the blades with an end angle of 7 to 10 degrees, which means zero to 3 degrees of relief.
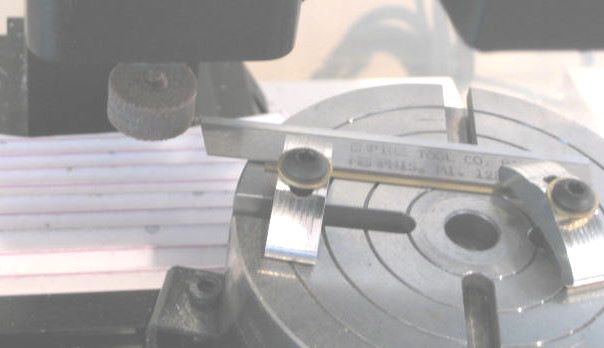
So I decided to test different relief angles. I clamped my blade to the rotary table on my mill and used a small grindstone (Dremel) to do the grinding. If I grind at 8.5 degrees (center of Sherline recommendation), I get a blade that will not penetrate even aluminum. At 10 degrees it is possible to part aluminum, but the operation is not smooth. At 12 degrees (i.e., 5 degree effective relief of the front surface), I get a nice, continuous chip.
