
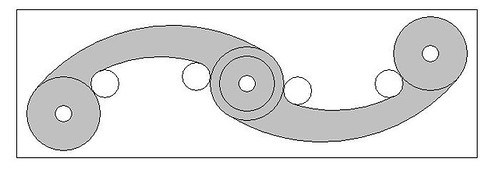
My first design for the reel crank (here in brass) was too “heavy” in the middle.

So back to the drawing board. Here I have reduced the diameter of the center circle, and moved one small inside radius to make the arm thinner. All curves are arcs of a circle.
Fabrication starts with drilling location holes for the handle, counterweight, and shaft.

Then I plunge mill four small holes which become inside radii.

All the larger arcs are milled on the rotary table. The tool plate was carefully planned to hold the material in the correct positions.
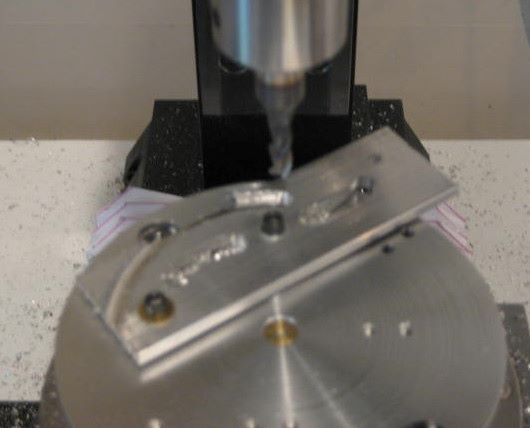
This photo illustrates the emergence of the crank from bar stock.


i would sure like to know how you put S Shaped Crank blank on the The tool plate its real simple i bet thats why i can not figure it out what size is the tool plate?
thank you
richard westerfield
Richard,
The initial step was to drill location holes for handle, shaft and counterweight. These are 0.116 inch diameter, a close fit for a 4-40 UNC screw. The drilled blank is then fastened into tapped holes in the tool plate with 4-40 socket head cap screws. I used brass washers as spacers to raise the blank off the face of the tool plate, but this is not really necessary. The tool plate is 3 inch diameter and 3/4 thick.
The geometry problem here is to locate the tapped holes in the tool plate so the various finished arcs meet tangentially, so the arc transitions are smooth.
After the crank is completely profiled, I make the center hole larger and square, to fit a square on the end of the crank.
Hope this answers all,
Dave