
There is a standard for the shape of a reel foot, and I observe it to a reasonable degree.
To hold the stock for initial sizing and drilling, I have made vise jaws with rabbets.

The standard calls for an 0.156 radius at all four corners, but it is time consuming to get a good tangent at each end of each arc. So I put a single large arc on each of the two ends. Many commercial reels also do this.

To quickly position the stock, I have made a small fixture that pilots onto the center of the rotary table and onto a tooling hole in the center of the part. The stock fits down into a groove that ensures centering over the rotary table.

Now back the the vise to drill holes for mounting screws.

My Sherline mill has just a short vertical travel, so I find it easier to move to the lathe for tapping. A 4 jaw chuck holds the stock.

The bottom of the foot is an 0.35 inch concave radius. Sherline holds end mills up to 3/8 inch shank diameter. So I make multiple passes with a 3/8 ball end mill to form this radius. Later, I sand it using a dowel as a sanding block.

Next I cut shoulders at each end to define the pedestal in the middle. These are radiused with a 1/16 inch corner rounding bit. Getting a smooth tangent at each end of the arc is a problem.
Next I cut the convex radius on the top. The standard is not definite on this surface, is it cylindrical or conical? If conical, it could be cut on a lathe by bolting the stock to a mandrel. But I decided to make it cylindrical, so I do it with the rotary table, using a fixture that sets the required 7.5 degree angle.
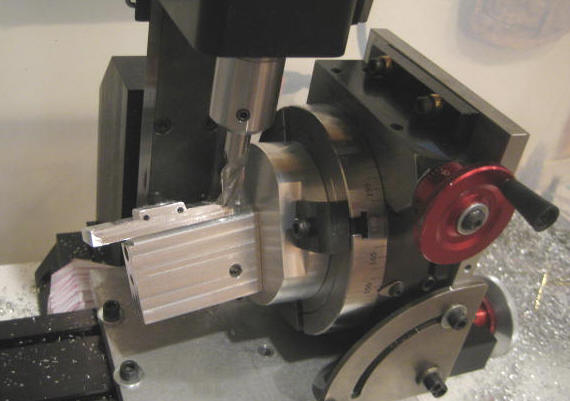
Here is a better view of the fixture.

Finally, a group of feet in process. These will be sanded and then anodized.

