
I find that high speed steel (HSS) lathe bits cut more smoothly than any carbide bits, brazed or insert. HSS bits cut best when freshly sharpened, a task that I have dreaded.
My grinder is typical of the “home improvement store specials”, having a 6 inch diameter aluminum oxide wheel, grit 60. The tool rest is almost useless for lathe bit grinding. The angle that it can be set is indexed by serrations on two mating parts, and the serrations are much too coarse (15 degree steps). Also, it has a groove running diagonally (for drill bits?) that is quite inconveniently located for my purposes.
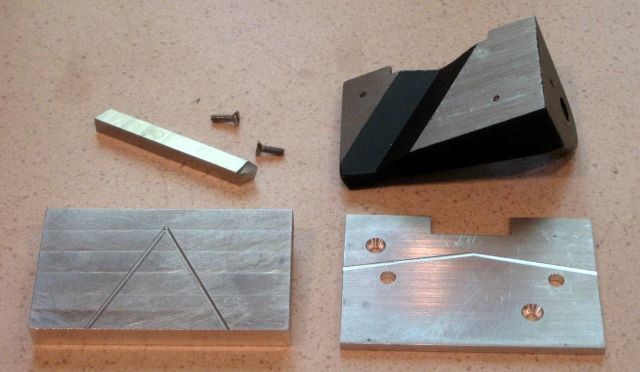
I made a 1/8 inch thick aluminum plate to permanently screw onto the standard rest. Now when I lay a 1/4 inch tool flat on the new surface, I get a 7 degree relief angle. I engraved some diagonal lines on the new plate to indicate a 10 degree side angle. The rest is now handy for grinding lathe bit sides and tops.
In order to get a larger relief angle on the end of a bit, I also made a 3/8 inch thick plate that can be set on top of the 1/8 inch plate. It is located by two pins. The engraved lines on this plate are at 60 degrees.
Now I can grind all 3 surfaces on the bit at correct compound angles by holding the tool flat against a tool rest.
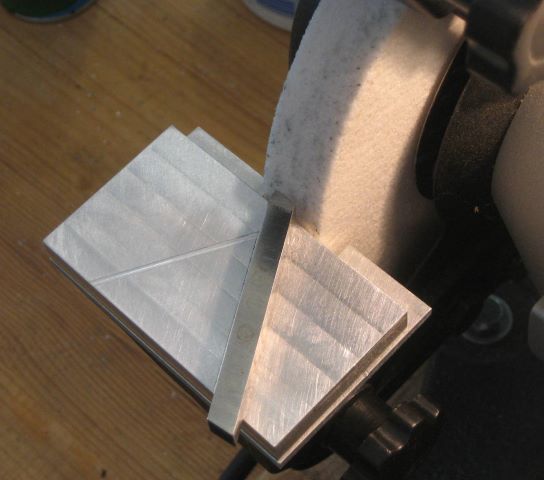
This makes the sharpening task much easier, and should cause me to do it more often.
Update: See post of April 29, 2020 for a simpler fixture and improved grind pattern.
