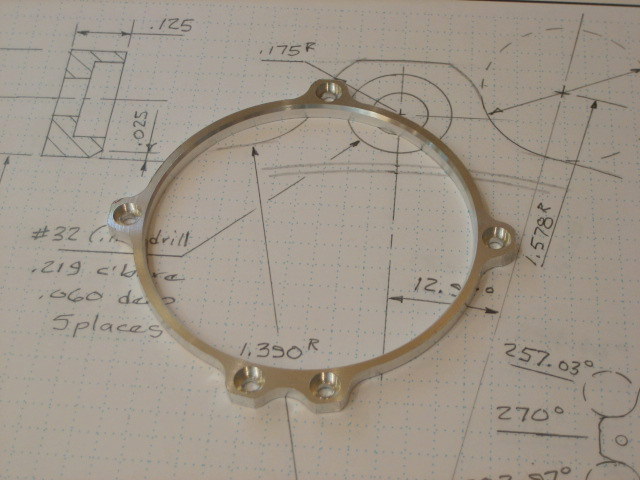
Since my new reel design has a fixed spindle, it requires a front end ring instead of a full front end plate. Here is the sequence of steps to produce a thin end ring for a raised pillar reel.
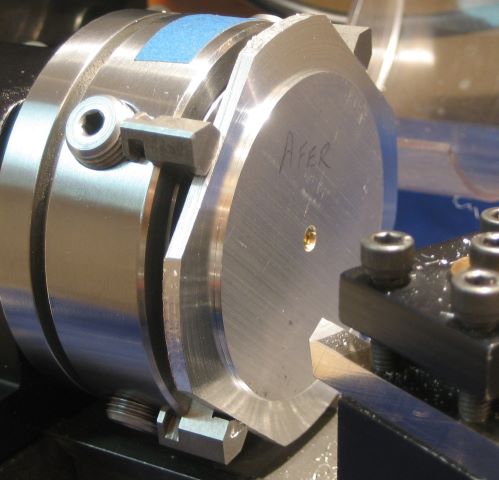
Starting with a square of bar stock, round the corners and flatten the back. Clamp in a 4 jaw chuck and turn the face to correct thickness. There is a sheet metal spacer disk to give clearance of the tool from the chuck jaws.
Move to mill, then drill and counterbore 5 holes for pillars. Mill inner radii at sides of each lug.

Screw part to tool plate and remove waste stock at outer diameter.
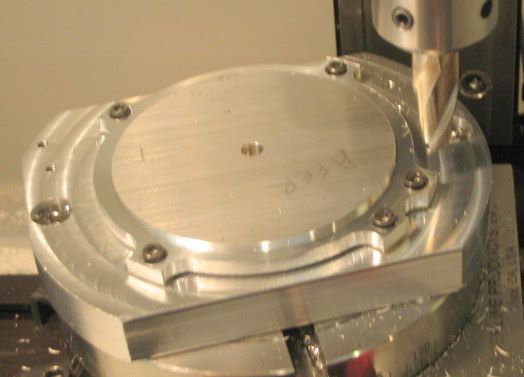
Do this in two steps: first take out most of the waste but leave the main diameter oversize. Then come back and trim to final radius.
Round the corners of the lugs.
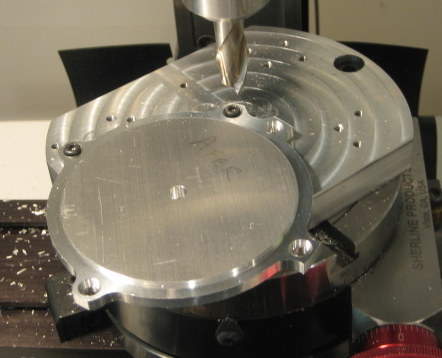
Some fine adjustment of mill axes is needed here so that each radius (i.e., each side of each lug) blends in smoothly with existing ring radii. The radii on each side of a lug do not have to continue across the top of the lug, as the lug tops will be later flattened.
Now trim out the center.
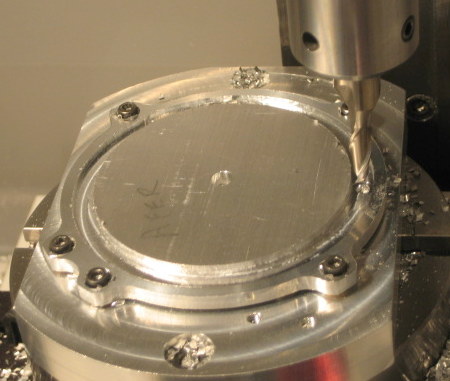
At this step, also trim the tops of the lugs to final dimension, leaving a small flat on the lug tops.
Screw part to faceplate and turn ID.

Finished part.