
You can center round stock in a 4 jaw chuck, but it takes some time to get the jaws adjusted to center. This is the attraction of collets; if you have the right size collet, the work is centered with no extra effort. The catch here is having the right size collet. Typical collets only work over a small range (a few 1/1000ths of an inch) and you need a great many.
I have been getting by with just 4 collets: 1/8, 3/16, 1/4, and 6mm. Typically I use them to hold tools on the mill, but occasionally I have the right size to use one to hold stock on the lathe. So I was very interested when I discovered the ER16 Collet Set from Micro-Mark.

Here is what you get: 10 collets that cover the range 1/32 to 3/8 inch, collet holder and tightening nut, and a 25mm wrench for the nut. Curiously, they leave out the 18 mm wrench that you need for the collet holder while tightening. You can see that the collet is sawn from both ends, and this is what allows one collet to work over a 0.040 inch range.
(Note 4 Aug 2012: An 18 mm wrench for the collet body is not really needed. The 25 mm nut does not have to torqued very hard to get a good grip on a part, and it is easy to just hand hold the spindle pulley.)
To mount the collet holder on a Sherline lathe, you also need an M6-1.0 x 100mm cap screw for the draw bolt, and a home made centering washer.
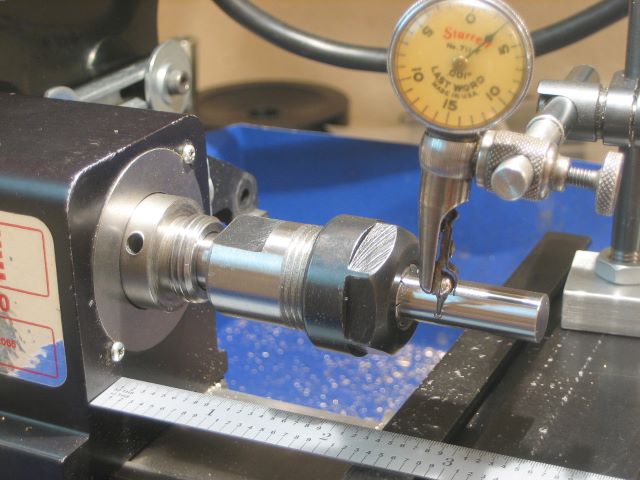
I clamped a 3/8 gauge pin and found the TIR to be just 0.0004 inch. The collets can swallow some stock; the gauge pin would go in 1.4 inches.
Update 4 Aug 2012: Yesterday I was making a mandrel from 3/8 brass rod, for production of reel bushings. The unfinished rod did not seem to be on center, so I got the gauge pin out again. TIR was 0.0015 inch. I released and re-installed the collet body 6 times, wiping the tapers each time to try to remove small particles. But still I could only get down to 0.0010 TIR. Finally, I reverted to the 4 jaw chuck, centered the stock, and made the mandrel.
So my conclusion is that this collet set can produce smaller TIR than a 3 jaw scroll chuck (about 0.003 TIR on my 3 jaw), but you should check whenever TIR is important, such as when making a tool.
Update 18 Oct 2012: The more I work with this collet set, the less I like it. This morning I was working with 5/16 ground shaft stock, putting on a .250 diameter that I wanted to be concentric. When I first installed stock in the collet, I measure .003 TIR. The main body of the collet was running out at .0012 TIR. By rotating the inner (sawn) part, I could get TIR ranging from .003 to .0012, but nothing better. I did not want to put this stock in my 4 jaw chuck and possibly mar the surface, so I made an aluminum split ring (.50 OD, .3125 ID, .6 long). Like the “simple pot chuck” (30 May 2012), I punched it for alignment to jaw A of the 3 jaw chuck. Immediately I had .0008 TIR in the 3 jaw chuck, better than the ER 16 set. I went ahead and put the ring in my 4 jaw chuck and dialed it in to about .0002 TIR.
Update 21 Jan 2012: Reader Leroy suggested that I might achieve better TIR if I searched for the right “clocking” (that is, angular location) of the spindle, holder, and collet. So I first tried different angles for the fit of the MT1 tapered holder into the spindle. By such rotations, I was able to find a position where the TIR of the tapered surface in the holder was 0.0002 inch. I have temporarily marked the match of spindle and holder with small pieces of tape, and find that each time I reinstall the holder now, I have about 0.0002 TIR. A further clocking of the collet in the holder is needed for the gauge pin to show 0.0004 or less TIR. I consider this a good runout, but searching for the right position is about as much trouble as adjusting a 4 jaw chuck.
I will continue to work with this to see if marking the collets also will eliminate the need for angular position search. Further updates on this topic will be appended to the post of 4 Jan 2013, “ER16 Collet Chuck”.
