When I prototyped my aluminum frame reel (blog post of 10 Aug 2011), I fastened the rear bearing cap with two small screws. For the “production” reels, I did not want protruding screw heads, and so decided to secure the cap with Loctite 609 retainer. This allowed me to make the cap smaller. In this photo, the original cap is at the upper left.

The cap is a simple part and has only a recess on its back side to hold it by when machining. With a smaller cap, I can no longer fit the jaws of my 3 jaw chuck into the recess. So I have made another expanding mandrel, quite like the one posted 16 October 2011.

Because this mandrel fits into a blind recess, the tightening bolt comes in from the rear. When the mandrel is held in a chuck, I can still access the bolt through the hole in the center of the chuck.
Like the earlier mandrel, the fingers are about 0.06 inch wide, 0.03 thick, and 0.25 long. The taper angle for the plug is again 25 degrees. The strength of the grip is satisfactory for machining the rather hard 18% nickel silver.

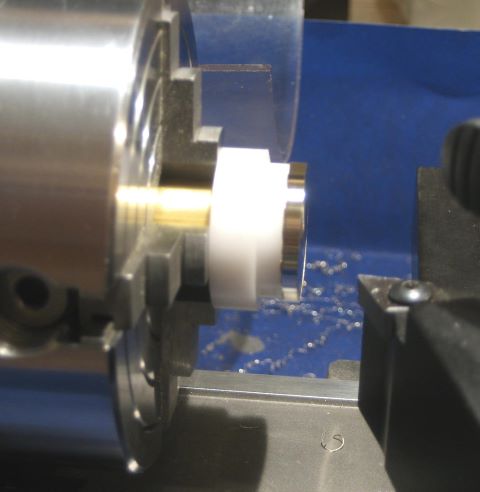
The first mandrel was not successful because I was holding a 2.6 inch diameter spool end by its 7/16 diameter bore. It was difficult to get the part on the mandrel straight, and there would be excessive axial runout at the rim of the spool end. Here I am holding a 7/8 diameter part by a 5/8 diameter recess, so it is less of a problem to get the part on straight. Nonetheless, I could still detect some axial runout. So I made a Delrin spacer to fit over the mandrel and ensure that the part is on straight. I could perhaps have done this with the first mandrel also, had I thought of it.