
I will be building several copies of my “Aluminum Frame Reel” this winter, and I am beginning to think about quicker ways to move metal. At present I have 0.1 hp lathe and mill from Sherline. I think that the next step up would be the 0.5 hp lathe and mill from MicroMark. But these larger tools would not be suitable for use in my utility room at home; I would have build, heat, and air condition a real shop. For now I will stick with Sherline.
In a effort to work a little smarter with what I have, last week I bought a “roughing” end mill (Niagara Cutter EDP #75201, McMaster-Carr 3300A31). For end plates and spool ends, I start with a piece of rectangular bar stock and use the mill to roughly shape the part before moving to the lathe. If the roughing end mill lives up to its name, it should be a more efficient tool for this task.
This end mill was able to make groove cuts of .070 depth with little sign of load on the mill. I am sure that I could have made deeper cuts. Here it is rounding the corners of rectangular bar stock. Despite having 3 flutes, it did not chatter side-to-side when it got into the double sided area of the groove.

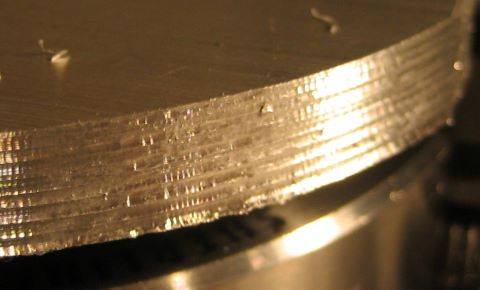
Where it cuts with its side, the part surface is indeed quite rough. But where it cuts with its end, the part surface looks as if cut by any end mill.
It plunges without hesitation, and so can form recesses. This is “center cutting” capability.
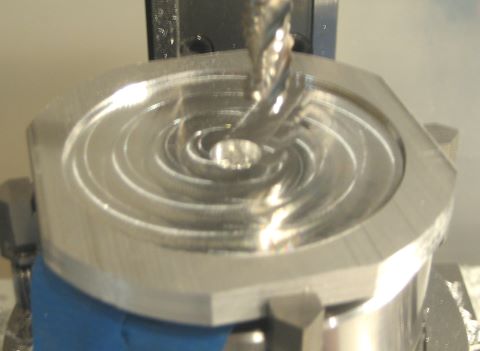
The reason that it can center cut is that one of the three flutes, on the end, has a cutting edge that goes all the way to the center.

In all, I am quite satisfied with this end mill and expect it to save me some time in preparing blanks for the lathe.
Update 16 Oct 2011: I have some difficulty plunging with general purpose end mills. I advance the z-axis leadscrew slowly but the headstock lowers in small jumps, shaking the whole mill with the sudden bite. It is rather unnerving. But this morning I particularly notice that the roughing end mill is much smoother for this operation.

Hello Dave,
I should confess that I’m not a fisherman and therefore, I know nothing about fly reels other than what I read on your blog.
Nonetheless, I always enjoy reading these pages. Your posts are concise, well-organized and demonstrate the same clarity of thought that I remember from our high school days.