
My first anodizing setup was reported in this blog (4 May, 2010). It used a small polypropylene jar with several fitted lids having different electrodes to secure the various parts. Since then, I have realized that anodizing an entire assembly is as effective and saves a lot of time.
So I have made a new anodizing cell with a larger jar (32 oz). Its diameter is the same as that of the first cell, 4 inches. This jar is purchased with a screw-on lid so the electrolyte (50% battery acid and 50% distilled water) can be stored in the jar.

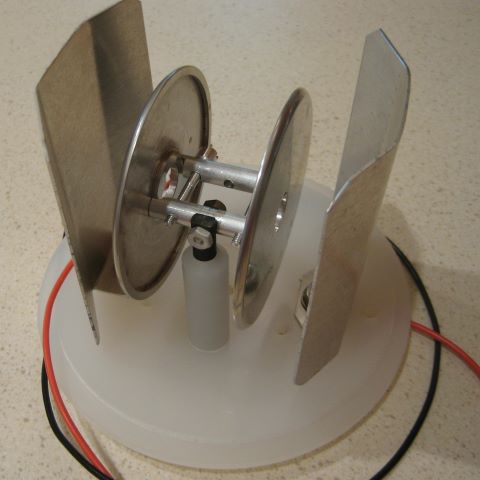
Here is the setup for anodizing side plates and pillars as an assembly.

The cathodes are 0.040 aluminum (6061) and are 9 square inches each. The frame is supported from a titanium post by a fixturing pillar of aluminum. This temporary pillar becomes anodized in the process, but this coating can be easily stripped with lye when it is to be reused.
For anodizing at 6 amps/sq ft, this assembly needs 1.4 amps anodizing current. Time is 2 hours.
I could have included the reel foot in this assembly, but the jar was a little too small. So I do the foot by itself. It requires 0.22 amps.

The only other aluminum parts for this reel are two spool plates. To hold them I made a clamp of aluminum bars and screws. I clamp them on the OD of a hub because the IDs of the bores, in contact with bronze in the final assembly, need a complete coating. This temporary assembly needs 1.0 amps.
Because I am anodizing larger areas with larger currents, the electrolyte heats during the process. This is easy to detect because the voltage drop across the cell is dependent on temperature. To add thermal mass, I keep the cell in a bath of water. I try to keep the voltage drop in the 6 to 7 volt range by adding ice cubes as needed.

Update 18 Aug 2020: I now believe that titanium should not be used for the rack (the anode support). It is better to have an aluminum rack, although it will have to be stripped of the oxide layer each time it is used, which is done with a lye solution. Titanium causes a dark deposit on the cathode, and recently has spoiled several work pieces (anodes) for me. Best to have only aluminum in the acid solution.
Reading this post again, several years later, I realize that a “6 to 7 volt” range cannot be right. The acid solution must have been much hotter than I thought. Today with a good temperature control, the voltage drop is consistently in the 16 to 17 volt range.
