
Editor Todd Talsma of Power Fibers gave me permission to print my article here as well. Since the April 2011 issue of the magazine is available on-line (and free) for just 3 months, this seems like a good idea. I still advise you to check out the magazine; it is full of good information. Here is the link. And following is the article.
Small Machine Tools for Reel Fabrication
Design

The reels I make bear a general resemblance to classic reels by Vom Hofe and others, but employ modern materials like Delrin and aluminum. Making the parts requires machine tools, lathe and mill. This article is about the tools and accessories that I have found useful for this work, and is written to inform others who, like myself, have no previous experience with machining.
Careful and complete design is an important part of this work. You should not order raw material until you have drawn all parts in detail because oversize raw material means wasted time and expense. This is in contrast to bamboo rod manufacture, wherein securing a supply of cane is perhaps the first step. If you are already familiar with a CAD program, then use it to create the design. But CAD has a steep learning curve that I have been unable to surmount. Pencil lead and cross grid paper are my major design tools. I know of no source for plans; you must be ready to create your own. You might start by disassembling and measuring some favorite classic reel.
When you draw a part, also take time to list the sequence of chuckings and clampings that you will use to make it. If a part has to be re-chucked to work on the other side, figure out how you will get it adequately centered. This will help define the custom fixtures that you will need to make the part, and will reveal design problems.
Anyone with limited metalworking experience should read some instructional books first. I recommend “The Home Machininst’s Handbook” by Doug Briney (TAB Books) and “Tabletop Machining” by Joe Martin. Both of these focus on the small mills and lathes made by Sherline Products, Inc.
Power Tools

A power hacksaw is a practical necessity. Most raw material from on-line sources comes in 12 inch lengths and must first be cut to working size. For larger size metal bars and rods, some suppliers offer a cut-off service. Using a hand powered hacksaw is an unrewarding task, and I find it difficult to make square cuts. My power hacksaw is a handheld unit from Harbor Freight, mounted on a pivoting plywood frame. It is large enough to cut 3.5 inch diameter rod.
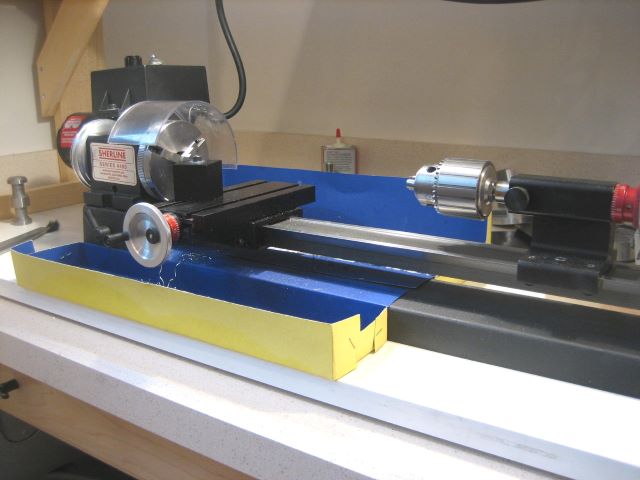
My lathe is made by Sherline. Many parts are aluminum, which is more compliant than cast iron or steel, but overall the tool is adequate to work soft metals and plastic. The spindle center is 1.8 inches above the bed and 0.9 inches above the cross slide. Short items (rings, side plates) of up to 2.9 inch diameter can be turned when the chuck is gripping the O.D. When a larger part must be turned, there is a riser block that can be inserted under the headstock, gaining another 1.25 inches of clearance. Ring O.D. for my reels is about 3.1 inches. The headstock can be turned at an angle to the lathe bed, allowing cuts that would require a “compound feed” on a larger lathe. On either side of the lathe base, you can see cardboard trays that capture most of the machining debris.

Sherline lathes are offered with 8 and 17 inch bed length. Although reel parts are short, I recommend the longer bed because it allows use of long reamers to make precise hole diameters.
This lathe uses a D.C. brush type motor, and so has a simple electronic speed control for infinitely variable speed. Power is from a 120 volt outlet.

The mill (also Sherline) has just X, Y, and Z movements; I think this is adequate for most reel work, when combined with the rotary table accessory. Mills with more axes are also available. This mill uses the same headstock as the lathe. It is possible to buy just the X,Y,Z frame and share one headstock with the lathe. I keep the mill inside a large tote so that chips are contained. Access to the handwheels is through holes fitted with cover flaps.
Both my lathe and mill are equipped with the more expensive handwheels that allow zero reset. This helps avoid errors from arithmetic mistakes.

An advantage of these compact tools is that my whole machine shop is located in a 4 foot wide by 2 foot deep space in the home utility room. I sit to run the lathe and stand to operate the mill. The hacksaw, when in use, sits on a garage workbench.
Regardless of Sherline claims, I don’t think that I would try machining at the dining room table.
Those of you with spacious rod shops, heavy power wiring, and unlimited funds may want to consider larger equipment. My point here is that reel work can be done with low-end tools.
Main Accessories

Three jaw and four jaw chucks hold work. They both have reversible jaws for gripping large diameters.
On the 3 jaw chuck, all jaws are simultaneously positioned by a spiral grooved plate. Work O.D. is typically a few thousandths off center, but this makes no difference for all the cuts that you can make without re-chucking. The 3 jaw chuck is used mostly on the lathe, but a simple adapter allows it to be fastened to the mill table.
The 4 jaw chuck has independently positioned jaws, so it can hold shapes other than round. Round work can be precisely centered (to a previously cut diameter) with the aid of an indicator. This chuck is equally useful on the lathe and on the mill, and is particularly good for items that need both lathe and mill work, as it can be switched between the two without re-chucking.
The other two chucks are Jacobs design and typically hold tools such as drills. I use the 1/4 inch chuck when I want to drill with the mill and I keep the 3/8 chuck on the tailstock of the lathe for drilling, reaming, and tapping. These fit to the headstock and tailstock with Morse taper adapters.

The rotary table accessory provides the important (for reel work) 4th axis of motion for the mill. I use it when preparing lathe blanks for rings, side plates, and spool ends; when cutting ratchet teeth; when cutting the arcs of an S-shaped crank; when forming the convex surface of a reel foot; when drilling pillar holes in endplates and rings; and for many other tasks.
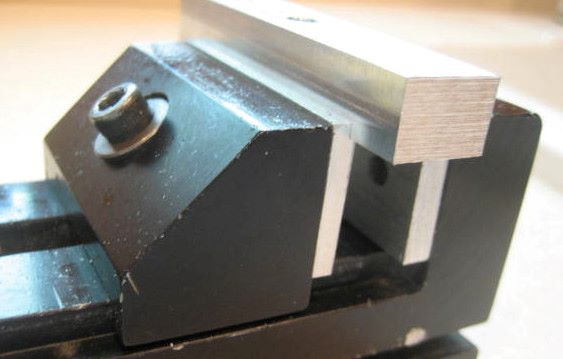
The milling vise holds rectangular work such as the blanks for feet, cranks, and pawls. I recommend replacing the steel jaws with non-marring aluminum jaws (homemade). A rabbet at the top edge of the jaws makes it easy to position the work piece. Close the vise on the newly made jaws and cut both rabbets with one pass of a square end mill.
Secondary Accessories
I rated several accessories as “main” because I could not imagine a way to proceed without them. The following I consider “secondary” because you could create your reel design in such a way that they would not be needed.
A cut-off blade, or parting tool, allows you to cut a nearly finished part off the end of a long rod. This is useful when the part is too small to be held by a chuck, for example a screw. You can chuck on the excess rod while making the part. The headstock spindle is hollow, providing space for the excess.

Knurls work by pressing hardened dies into work being rotated by the lathe headstock. They can be decorative, but an important function is making practical press fits. If you want to press a ratchet wheel onto a shaft, you will find it difficult to make the the O.D. of the shaft accurate enough to properly fit the reamed hole in the ratchet. But if you machine the shaft with a few thousandths clearance and then knurl to a larger diameter, pressing is easy.

Sherline makes a thread cutting accessory, but it is expensive and clumsy to use. If you need to make small threads for screws, just get the tailstock mounted die holder. Threading will be even easier with a homemade crank that clamps to the outboard end of the headstock spindle.
I do have the threading tool, and I use it mainly to make larger threads for tooling. For example, the rotary table has a 3/8-16 thread below the center pilot. The spindle nose has a 3/4-16 external thread.
Many other accessories are available, but these are the ones I use.
Measuring Tools and Set-up Aides

A standard 6 inch dial caliper is good for measurements to 0.001 inch, and should always be ready at hand. The handwheels of of the lathe and mill are marked with 0.001 increments, but compliance in the frames and backlash in the handwheels make measurement feedback critical.
A micrometer has a vernier scale that provides readings to 0.0001 inch. Also, the square jaws automatically align the instrument square to the dimension measured, giving you extra assurance of an accurate measurement.
Gauge pins are made to precise diameters. I use them to “calibrate” my micrometer readings.
I often use a strip of 0.001 thick shim stock as a feeler gauge when making set-ups.
A square is useful to quickly align the vise or the rotary table to the mill.
An edge finder with 0.375 shaft fits in the end mill holder. It visually indicates contact with the edge of a workpiece or fixture. I use it most frequently to find the center of my rotary table.

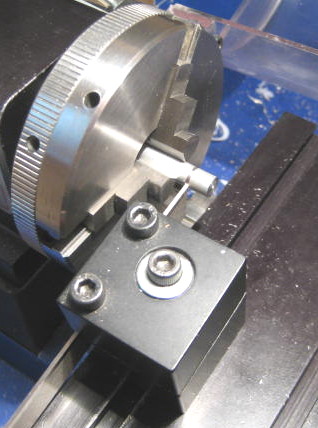
Plunger rod indicators are common today, but I like the old fashioned lever type (Starrett “Last Word”). It is great for adjusting the 4 jaw chuck to center on a previously cut diameter. Here you see it on a home made base. Magnetic bases are not much use on an aluminum lathe.
Custom Fixtures
So far I have discussed what you can buy. But more interesting are the tools that you can make, once you own a lathe and mill.

Custom size washers and spacers are often needed when clamping workpieces.
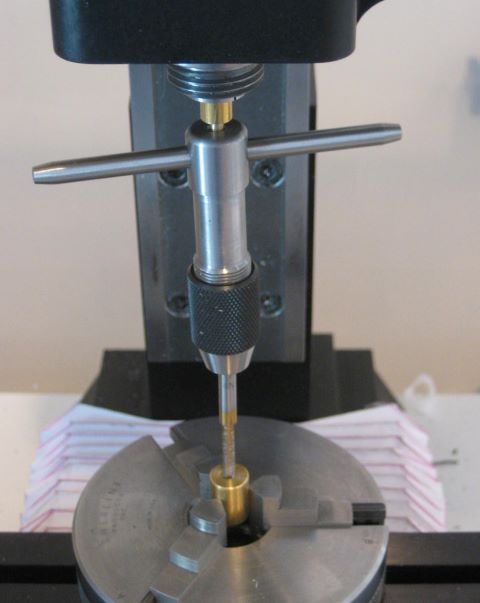
The common tap wrench has a little hole at the top end. You can make a pin to slip fit this hole, and hold the pin in a collet or chuck. This will keep the tap wrench square with the work. No more broken taps!

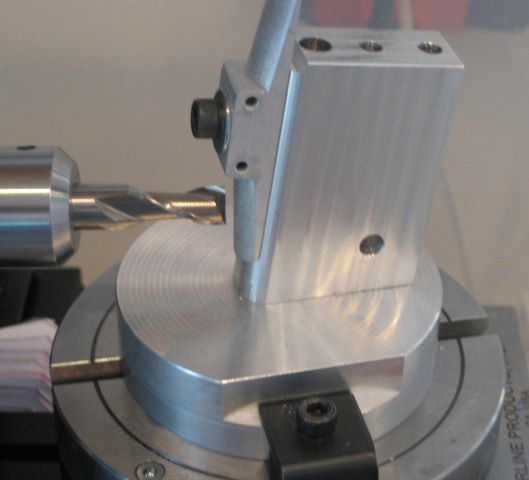
Aluminum tool plates are used to clamp work that will be profiled with the mill. This round one fits my rotary table. A brass pin pilots on the center hole of the rotary table.

Here a brass arbor is holding a ratchet blank while teeth are cut. It is tall because the mill headstock vertical travel is limited. Also note the homemade brass arbor for the milling cutter.

My Delrin side plates are about 0.10 thick, and have to be held on the tips of the chuck jaws when being faced. A spacer is needed to set the work parallel to the chuck face, and to stop flexure from cutting forces. This one has clearance grooves for the chuck jaws.

This fixture lets me use the 4 jaw chuck as a vise while hacksawing large stock. The base is clamped by the saw’s vise and the chuck threads onto the brass part.
The top surface of a reel foot is convex. Some cut this on a lathe, clamping the part to a mandrel. The surface produced is then a cone. I decided that I wanted it to be a cylinder instead (the AFFTA reel foot standard is not definite on this point), and so made this fixture to fit my rotary table. The convex surface is developed by multiple passes of a square end mill.

Collets and other tools fit the Morse taper in the headstock of the lathe/mill. You can unlock the taper by striking the loosened draw bolt with a hammer, but this is not good for headstock bearings. Instead, get a shaft collar and leave it clamped to the spindle extention. A simple homemade gear puller then allows quick, non-impact unlocking.
Frequently Used Cutting Tools
I have managed to buy many more cutting tools than I really use. Here are ones that I frequently use. This selection is highly specific to the reel design that I am producing.

A 3/8 square end mill for making ring and spool end blanks (which are then turned by the lathe). Also for several operations in making the foot.
A 3/8 ball end mill to cut the concave surface on the bottom of the foot, by multiple passes.
A 7/32 square end mill to counterbore the screw holes in the end plates.
A 3/16 square end mill to profile the crank, which has several 3/32 inside radii.
A 7/64 square end mill to make the slot in the pawl. This slot closely fits a 4-40 machine screw, which clamps the pawl while it is profiled.
A 1/16 square end mill to make a spring retaining groove across the back of the pawl.

Right cutting, left cutting, and boring bits for the lathe.
A special Sherline tool post that holds a carbide insert.
Lathe parting blade with holder.

Reamers for bores in the spool ends, ratchet, and end plates.
Center drill.
Countersink.
Short length drill bits for clearance holes and tap pilot holes of common screw sizes. Short length helps with the limited Z travel of the mill.
A drll bit large enough to get the boring tool started.
Taps, die.
An earlier picture shows a 36 DP involute gear cutter, used for ratchet teeth.
Web References
Functional and attractive reels can be made without machine tools, see http://www.reelsmithing.com/
For beautiful and inspiring work, see the “Rod and Reel Maker’s Forum” at http://classicflyrodforum.com/forum/viewforum.php?f=93

Thank you for taking the time to post the machining information. I am not into reels, but into machining.
I do have a question for you: if you needed to machine a US penny to a smaller diameter to inlay into an aluminum plate, how would you mount it on the lathe. It does not have a flat back, although it could be sanded flat. The epoxies that I have used will pop off with the heat generated. I get further along by rotary grinding with a dremel with the piece rotating in the headstock and the dremel and grinding stone hand held.
Thanks for any suggestions.
Charles,
This is something that I have not attempted, so I can only guess how to proceed.
Some bronzes are particularly hard to machine, this could be part of the problem. I would be considering what might be done to the aluminum plate. If it is not too large, you could load it on a mill and carefully bore the receiving hole.
Do you intend to press in the penny? It would be quite difficult to get the hole tolerance needed. Better to make the aluminum hole large by .002 to.005 and mount the penny in the aluminum with Loctite 609. If the aluminum is anodized, it should first be treated with activator. I made a post on “Loctite assembly of spool” that covers this.
If you really need to machine the penny, then consider holding it against a faceplate (smaller diameter than the penny) with a live center. Live centers have a conical point; you would have to make something to fit over the point. If both the faceplate and live center cap were copper or aluminum, they might be soft enough to not deface the penny. The question here is whether you can get enough axial pressure to not let the penny slip.
Another idea: since the back of the penny will not be visible, mill a shallow recess in it. This recess could closely fit a stub rod held in a lathe chuck. Then use the live center w/ cap to hold the penny against the rod. The rod will take the radial component of cutting force.
I was able to hold a disk by it rear recess using an expanding mandrel (6 Dec 2011) but the recess was .070 deep. Think that the .020 or so that you can put on a penny will not be enough.
Dave