
My first reel design required several aluminum parts, and to protect these I wanted to anodize. But anodizing requires a hazardous (though readily available) chemical, sulfuric acid. To dispose of old acid, you must first neutralize it with baking soda. It makes sense to use a minimum amount. I have developed fixtures that allow me to anodize each aluminum reel part using only 8 oz of diluted acid (4 oz battery acid from an auto parts store, plus 4 oz distilled water). Here is a picture of the reel after anodizing the aluminum parts. The aluminum is less reflective after the treatment than it was before, and so is a better thing to carry on a trout stream.

Wikipedia
I bought some 16 oz polypropylene jars of about 4 inch diameter to hold the acid. Then I made covers of 3/8 inch polypropylene sheet. Here is a picture taken during plating:
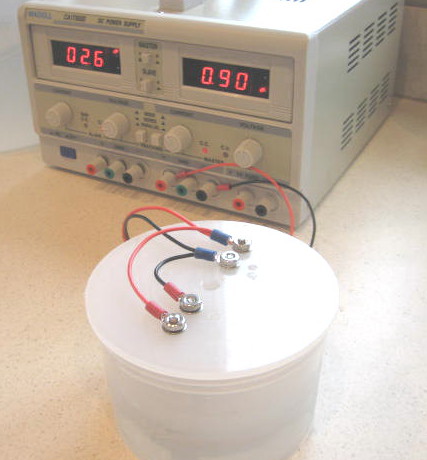
My power supply has a constant current mode, and I recommend a similar supply. You can find good prices for supplies at Marlin P. Jones, for example the “0-30vdc 3A Bench supply”. I use a current level of 12 amps/square foot, and hold this current for 1 hour. Larger parts like spool ends need about an amp and heat the acid as plating proceeds. As the acid becomes warmer, the voltage drop anode-to-cathode decreases. Hence the need for controlled current.
(Current level reduced to 6 amp/sq ft – see post of March 6, 2011.)
The fold-back characteristic of some supplies may cause confusion. I first set the current level of my supply with a load resistor. I then left the voltage control at high level, turned off the supply, and connected the cell in place of the resistor. When I turned the supply back on, the voltage would not come up, it acted as if the load was a short circuit. I soon realized that I must turn the voltage control to zero, turn on the supply, and then ramp up the voltage to a level greater than that needed to drive the current.
Here is the business end of two of the covers:

To electrically connect to the material to be anodized, I first tried to weld on small aluminum wires, but could not get a satisfactory connection. Most of the parts had 4-40 tapped or clearance holes, so I decided to make bolted connections. I made all the anode terminals from a 1/4 inch rod of grade 2 titanium. It was not difficult to machine (I have a Sherline lathe). I made 4-40 nuts from the same rod. The 4-40 titanium cap screws came from a supplier who caters to radio control cars. The cathodes are cut from 6061 aluminum plate. They bolt to the covers with stainless fasteners. No metals touch acid except aluminum and titanium, since the acid solution only fills the jar half way. Here are the other two covers:

I did not etch the parts with lye before plating; just sand, buff, wash, degrease. Presumably a lye etch would make the finish even less reflective. I did not try to dye any parts; the black parts of my reel are Delrin. Although one source says that clear anodize can be sealed with just water, I played it safe and bought the sealer from Caswell. Here is the sealing vessel:

I heat the sealing solution with an immersion heater designed for coffee cups. It has more than adequate power, so once boiling starts I reduce the power with the variac so the solution does not boil away.
Update March 20, 2011: While monitoring temperature in the sealing bath with a thermometer, I found that the immersion heater could not keep the bath near 212 deg F; its heat is too localized. So I switched this process to the kitchen cooktop.
Update 12 Jan 2020: There is a post further down, “Technical Data on Anodizing” which explains why you don’t need the sealer from Caswell. Use distilled water instead.
Update 18 Aug 2020: I now believe that titanium should not be used for the rack (the anode support). It is better to have an aluminum rack, although it will have to be stripped of the oxide layer each time it is used, which is done with a lye solution. Titanium causes a dark deposit on the cathode, and recently has spoiled several work pieces (anodes) for me. Best to have only aluminum in the acid solution.

Mmmm. . . a little like my copper electroforming stuff . . . power supplies, anodes and cathodes, sulfuric acid. . .
Hey Dave you appear to be a bright guy that isn’t afraid to think outside the box….Keep the good work …Fred
Fantastic website! inspired me to buy the 17″ sherline lathe. Great work there if I can get as skilled as yourself i would be well pleased. Thanks