
In two earlier posts, I have shown tool rests that I made for my 6 inch grinder to help with lathe bit grinding. These have been satisfactory for grinding the end and side cutting edges, but are inadequate support for grinding the top rake angles (side rake, back rake).
I have been influenced by an article that shows how to take advantage of the slightly concave surface that a 6 inch wheel makes on bit surfaces. When this concave surface is stoned, the stone touches just at the top and bottom of the surface, making a cutting edges at the median angle of the ground surface. View the article to see some excellent pictures of the effect of stoning.
Here is my new setup. The grinder tool rest is replaced by a guide for tool holders.

Note the catch pan for grinding debris, a big help in clean-up.
During grind, bits are carried by holders that are guided by the base. Here is a protractor holder for end and side cutting edges and two other holders for the top surface (side rake and back rake).
The protractor makes end and side relief angles of about 9 degrees and adjustable side and end cutting angles. The other two holders make 15 degree back rakes and 15 degree side rakes, one holder for right cutting bits and the other for left cutting.
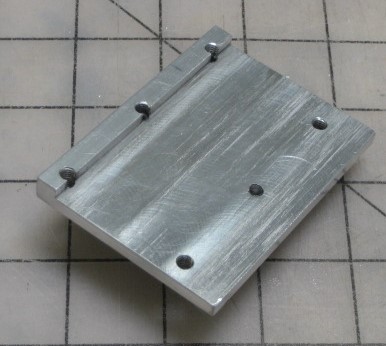
This is the back of the protractor showing the step that keeps it at constant distance from the wheel.
Here the protractor is used for an end grind.

And here it is used for side grind. For a shallow angle, this must be done with some care as it is possible to wedge the bit and stall the grinder motor.
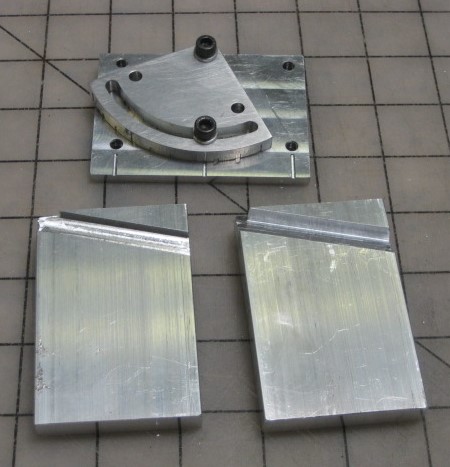
The two holders for top surface grind have grooves to position the cutter for the compound angle (side rake and back rake) that is needed.

At first thought, it seems that the right cutter and left cutter top surface guides should be mirror images. But my grinder motor interfered with any approach to the wheel from its right side so both of these work from the left side of the wheel.
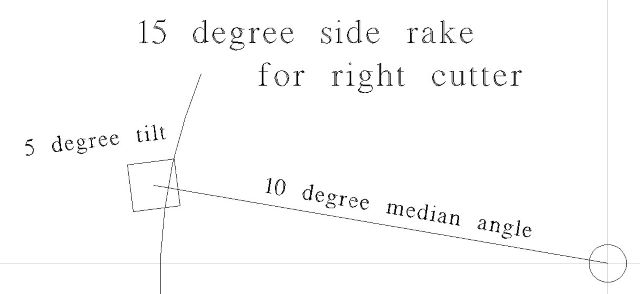
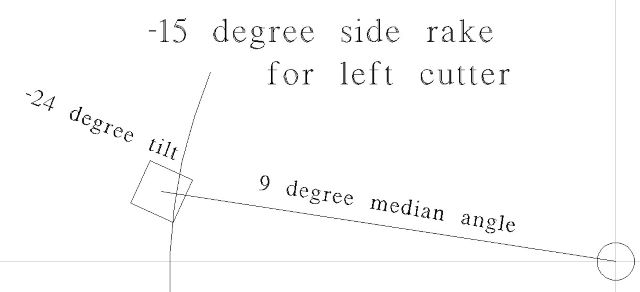
These sketches help to explain the side rake grinds.
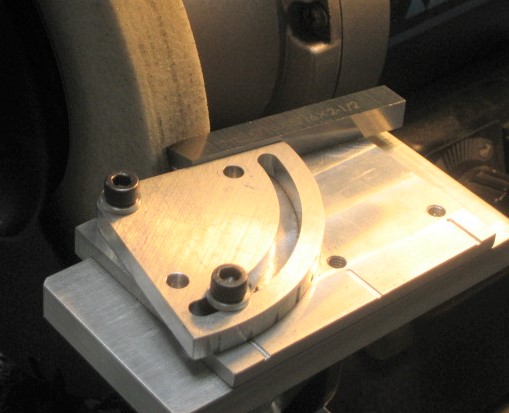
Here the right cutter guide is being used to make the side and back rake angles.

And here the left cutter guide finishes a top surface.

Finally, two newly ground tools.

Yet to be made are two more holders for aluminum cutting bits that will have 35 degree back rake.
Update 28 Oct 2020: Here are the four holders for grinding tool top surfaces. All are 15 degree side rake (per the sketches above). The front two are 35 degree back rake for aluminum and the back two are 15 degree back rake for steel. The notches at one corner are needed for clearance from the wheel.

