
This post is not so much about how to make a one piece spool (topic covered June 2013) as it is about a comparison of two types of metal lathe available to hobbyists.
I now have both a MiniLathe (China source) and a Sherline lathe (California). You would think that just one lathe would be enough to make a simple thing like a fly reel. And indeed, over the course of several years I figured out how to do all the necessary turning operations using the Sherline lathe. (One key development was special jaws for the “3 inch” chuck, May 2015.) When I bought the MiniLathe, my vision was to do all operations with it while taking advantage of its greater weight and torque. But the need for the Sherline lathe has not yet disappeared.
The outside surfaces of the spool are no special problem, it is turning the inside that requires special tools. I made one turning tool for the MiniLathe (April 13, 2017) but it has a large overhang from the toolpost and tends to chatter. So to get the needed stiffness at the cutting edge, I made a special tool that supports the carbide cutter by a solid column of steel all the way down to the cross slide.

The cutter here is a round RCMT type. It can finish all the interior surfaces.
This new tool displaces the compound slide. With the compound gone, I have to rely on a dial indicator for axial motions.
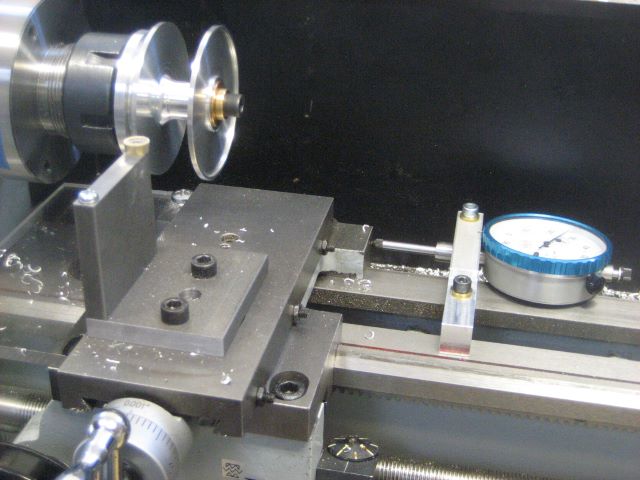
This spool is nearly finished. The interior was first roughed out using a vertical mill and a rotary table (supported by a right angle bracket).
I have a similar cutter for the Sherline lathe. But with the MiniLathe I have much more torque (quite noticeable at low speed) and can take a bigger bite. The job is done quicker.
Part of the trouble with the Sherline spindle drive is its “open loop” speed control. It only sets an armature voltage and cannot sense when the spindle is about to stall. Stall torque decreases as the armature heats up. My MiniLathe has brushless DC drive, which inherently senses speed as part of the commutation logic. Speed is directly regulated, which is quite different thing from armature voltage regulation.
While turning, the spool in supported by a simple mandrel held in an ER32 collet. Also shown here are aluminum spacer plates.

When I am done with the special cutter, I still need to put a small radius on the inside of the spool flanges. I do this by first cutting a 45 degree chamfer, and the finishing with a file.

With the MiniLathe there seems to be no way to bring a cutting tool to the rim of the 2.5 inch diameter flange, when the compound is set at 45 degrees. The cross slide does not have enough range. I could retract the compound further, but then run out of carriage travel towards the headstock.
So, back to the Sherline to cut the chamfers.

Why is this little lathe so capable? I think that the rotatable headstock is an important feature. It does things that are impossible with a compound slide. Just wish it had better torque at low speed, bigger spindle through hole, etc.
