
I have one more problem to solve before my CNC engraver is operational. It is that end mills come loose in the spindle.

This is the spindle, it is 1.2 inch diameter and uses a “WW” collet (0.125 inch bore). WW collets were originally designed for watchmaker’s lathes. When an end mill comes loose, it can migrate either up or down from the desired height.
To make sure that I was getting the collet tight, I drilled two holes in the brass knob at the top, and made a “pin wrench” to fit.

I can hold the other ridged surface with soft jaw pliers.
From hex stock, I made a test part to fit the chuck. With a small end wrench, I can feel the grip of the collet.

I am sorry to find that the grip is not very good. I do not think that I have a bad collet, as I bought another and the result is the same. It is not a problem of grease in the wrong place; I washed the collet and brass hex piece in denatured alcohol.
This reminds me that I had a solid carbide end mill (3/8 inch diameter shank) once slip in an R8 collet.

I have a lot of 3/8 end mills, so I also bought a 3/8 inch “end mill holder”. It has a set screw and so is suitable for HSS and cobalt steel end mills that have a flat. It does not help to hold a carbide end mill that has no flat.
If anyone knows how to improve collet grip, I would be interested to hear.
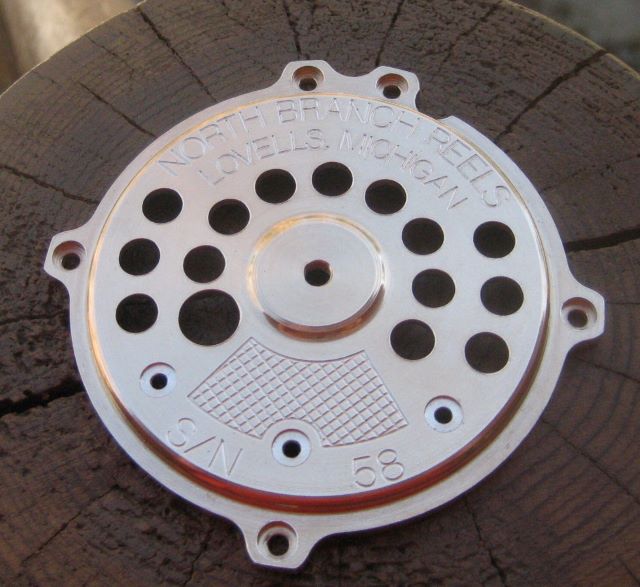
Update 10 April 2016: I am adding a photo here to illustrate engraving gone bad.

Here I have used a .018 inch diameter square end mill and have aimed for a .005 inch groove depth. The decorative pattern was done first and all was satisfactory to that point. The lettering followed, and that is where the collet grip on the end mill failed. The letters went on clockwise; you can see that N on MICHIGAN looks OK, but after that the groove becomes deeper. By the time it got to the N on NORTH, the groove was nearly .06 deep. I am amazed that a .018 end mill would survive. The material is c544 bronze, a free machining alloy.
I am thinking that a WW collet is the wrong thing for this application. I have set my brass test piece (1/8 shank and 1/4 hex) in my Dremel tool collet and found that it has a better grip than the WW. Then I put it in the ER16 collet chuck of my lathe and the grip was great; I am sure there would be no slip. So the next thing is to harangue the spindle maker to offer an ER8 chuck.
I have sought help from the forum at practicalmachininst.com, and have received many responses. Two that may have the quickest benefit: reduce friction a) at the conical interface of the collet and spindle, and b) at the interface of the spindle and the draw tube knob. Here is the photo that one responder requested:

The area at the top of the (aluminum) spindle is 0.8 inch OD and 0.5 inch ID. Maybe a Teflon washer there would help.
Update 11 April 2016: Yesterday I made a Delrin AF washer to go between the pull tube knob and the spindle. By my test with the brass part and the small end wrench, this was a big improvement in collet clamping. Then I put a little grease on the conical surface of the collet, and I believe that there was further improvement. So I will try running this way for a while and see if there are any further problems.
Update 15 April 2016: With the engraving end mill better clamped, I feel that I can now get a satisfactory engraving.
This is a test part with some machining mistakes on the profile and porting.

I’m a beginner and of no help except I follow a website that is question friendly and has many experienced posters. “The hobby- machinist. Com” good luck and thanks for your posts Jim
Sent from my iPhone
>
Jim,
I did put the question on a similar forum and it has generated 16+ responses, one day later.
http://www.practicalmachinist.com/vb/general/how-can-collet-grip-improved-318866/
Dave
A brut suggestion is Red Loctite, removable with heat.
Fred,
Yes, and to that end I now own 3 WW collets with 1/8 bore, so I can switch bits without getting the torch out every time. Still, I would prefer a collet that was adequate. Maybe I have it now, with the anti-friction thrust washer.
Yet to be discovered: Will the Loctite break when the collet fingers are flexed?
Dave
I did a little bit of research on the topic, mostly comparisons between WW style and ER style collets, and it looks like the WW style don’t have as much clamping force as some other designs. This makes a bit of sense when comparing the slope of the tapers. Sherline’s own website makes a comparison between the clamping forces of a morse taper collet and WW collets based on the slope of the taper. Also, weren’t the WW collets meant primarily for work holding and not tool holding?
I also think that cranking harder repeatedly might be too much for the threads on the draw bar or the collet. Maybe if it was for one-ff or small batch job you could get away with it, but for repeated use it might be shifting the problem somewhere else in the system. The search wasn’t exhaustive, but the ER11 collet looked to be thing you might want to consider.
Keenan,
Let me comment on the shallow taper of the Morse “milling collets” offered by Sherline. They are difficult to unlock! I had a Sherline mill, and the MT1 milling collet set. I really hated to whack the drawbolt with a hammer, because I could visualize what it might do to the spindle bearings. Finally made a tool similar to a gear puller to release them. Now I have ER16 on my lathe, R8 on my mill, and WW on this engraving machine. No trouble unlocking any of them.
Dave
That is very true on those Morse collets. That puller made is on my list of stuff to make. It makes me cringe every time I have to use one and try to find an alternative if I can.
I wasn’t suggestion those as a replacement, but as an example of clamping force difference. The size of your engraver looks like an ER11 might be a good fit and the ER style are known for excellent clamping ability. I only suggested that as an option over WW collet tweaks as another possibility while you ponder what works best for you.
Keenan,
I think that ER8 collets go up to about 3/16 inch. Since I am interested only in 1/8 shank bits, it would be an adequate choice.
My spindle is a purchased item; I do not have the machining skills to make something like that (tolerance on bearing seat diameter too tight). Not sure that I could even make the seat for an ER collet. But I might be able to make an adapter with WW shank to fit the spindle that I have, and put in a straight bore then Loctite 609 to hold the bit.
Dave
Great to hear that your collet is showing more consistent behavior. I actually feel a bit sheepish now as I was wondering of the steps you ultimately took would work, but ended up focusing on searching for details on clamping force comparisons instead. Glad to hear that you are making some progress, though.
Keenan,
Clamping force is the whole point of adding the low friction washer. Less friction at this relatively large diameter means a greater draw tube force. So you are right on.
I am now getting some engraving done, This opens up many opportunities for new kinds of mistakes.
Dave