
The engraver is running; here is a practice part.
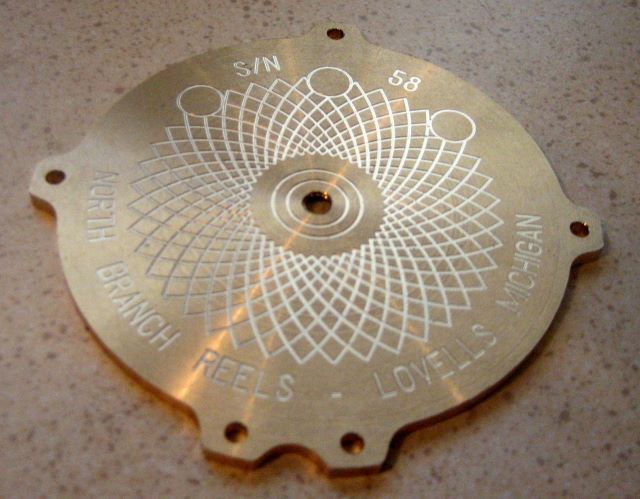
This was done on scrap bronze with a .018 inch diameter end mill turning at 24000 rpm and travelling at 4 inches/minute. The groove is about .005 inch deep.
My design software is Vectric Cut2D, which I highly recommend. Its use is very intuitive.
Time to start a new reel.
-
Recent Posts
Categories
Archives
Links
Meta
-
Join 105 other subscribers

Impressive, you’re getting lots of RPM out of your engraver.
Bob,
The spindle drive is a DC brush motor from a “rock crawler” (12000 rpm at 12 vdc) and a 2:1 speed increase by belt drive.
Dave
Looks really great Dave. I cant wait to see how creative you are going to get.
Very exciting, Dave.
what cad soft wear did you use to design the reel.?
Richard,
The engraving design shown here was Vectric Cut2D ($150) and I highly recommend it. You do not really need any instruction to use it, just a little trial and error.
I do not have any CAD software for the basic mechanical design of the reel. I make a cross section layout and calculate each dimension with my trusty HP 15c calculator (vintage 1986).
My part drawings were all made with a pencil.
On the web site eclecticangler.com, some of my reel plan sets are for sale. These are all scans of pencil drawings. Two guys have used these plan sets to make 3D models of reels, and another guy has made CNC G code for the parts, and has thereby produced working reels. No one has reported any errors in the drawings.
Dave
thank you Dave I will try it out by using your drawings
where can I find the guy who made the cnc g code for the parts and would he be willing too share them?