
This is my presentation for Grayrock 2015, on the fit of a reel foot to a reel seat. For an earlier post on this same topic, see 28 July 2014.

This presentation considers “cap and ring” seats like this, although many points carry over to other types of seat. It has only been in the last year that I have realized that this type of seat can work. Prior to that, I always bought rods with screw lock seats. I thought that my reel would fall into the river with any other type of seat.
Notice that the ring is tilted relative to the axis of the seat; this point will come up again later.
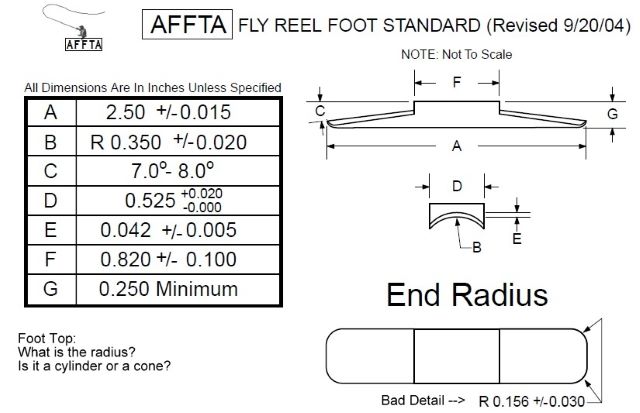
It should be no problem to get a good fit. After all, there is a drawing that defines the standard reel foot. But the drawing is flawed: it does not tell us the radius on the upper side of the foot. It doesn’t even tell us if that surface is a cylinder or a cone. From this flaw, problems can arise.
Because there is not radius specified for the top of the foot, any radius could be supplied and the part would still pass “first article” inspection by a QC department. Any claims by a reel seat manufacturer that their seats fit feet that conform to the AFFTA specification are nonsense, the “standard” fails to work as a standard. Just visualize a foot with a 5 inch top radius; I suspect it would not fit anyone’s reel seat.
When I first started making reels, I looked at the 0.35 bottom radius and the 0.04 foot tip thickness and decided that the top radius should be 0.39 . This worked OK on my rods, which all had screw lock reel seats. No reel customers reported problems until last year, and that problem was with a wood insert of 0.65 diameter. The ring (ID = 0.66) would not slide over my reel foot. We might guess that a deeper mortise would solve the problem, but the only good solution is a smaller radius on top of the foot. My next picture is a drawing that illustrates the geometry of foot contact with the insert and with the ring.
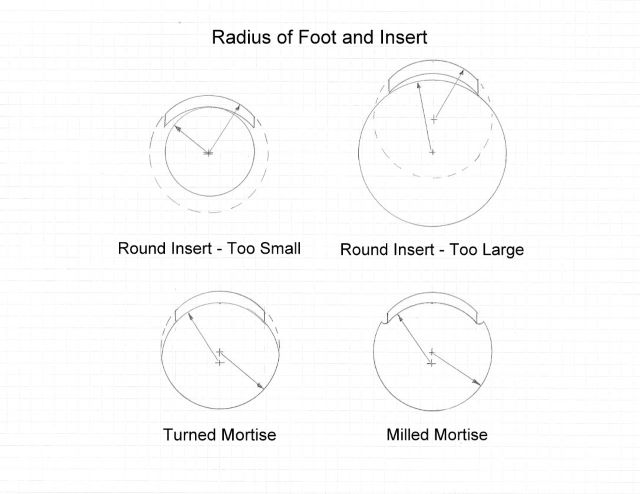
Consider the surfaces where the foot and seat meet. Here is a round insert, as you might have when there is a pocketed butt cap. If the insert diameter is too small (upper left) the reel will not be stable because it can rock on the seat. Fitting a ring is a problem. Take the dashed line to be the ID of the ring. As drawn, the ring fits the reel foot but not the insert. If we reduce the diameter to the point where the ring touches the insert, the ring will then only touch the foot at two points. Very likely, the foot will be scarred by the ring. The radius of the foot top should not be greater than the inner diameter of the ring.
An insert that is too large in diameter (upper right) is less of a problem because the reel is at least stable. But again, there are problems with the fit of the ring. You want a situation where the ring can touch the foot over broad area, not just at points. And it also should touch the wood insert over a broad area, or the wood may be scarred.
Mortising the insert (bottom two pictures) is a good solution because it allows the ring to make broad contact with both the foot and the insert. I like the milled mortise because it is a better support for the cap. But if the top of the foot has a larger radius than that of the ring, the two will still touch at only two points. That is why a deeper mortise would not be a good solution for my first “problem” reel foot.
On a mortised insert, the ID of the slide ring will be 0.010 or 0.015 larger than the OD of the insert. It is a good rule to make the foot top radius match the insert OD (i.e., OD/2). Then when the ring is pushed tight, it can flex a few thousandths into an oval shape. This provides a spring action that helps secure the reel foot. Now, when I don’t know what the insert diameter will be (the case most of the time), I make the foot top radius 0.35 . This fits the large number of commercial reel seats that are 0.69 to 0.72 diameter.
I am aware of reel seat inserts with diameter as small as 14 mm (0.55 inch). I do not know how to make a reel foot with a top radius that small; the foot tip would have knife edges at the corners. It must be that the bottom radius is smaller than 0.35 . (Update: A friend at the Grayrock meeting showed me a bench made reel from Australia, which is the continent the 14 mm reel seat insert comes from. It had a 0.35 inch bottom radius, but it was clearly much narrower than the AFFTA standard.)
If you order a reel from a home shop machinist, tell him the diameter of the of the reel seat insert that you prefer. You will get a better fit and a more secure reel.
If you buy complete reel seats, and reels from the fly shop, then take the reel seat to the fly shop and check fit before you buy the reel.
If you buy antique reels, then have the reel in hand before you make the reel seat.
Another issue has to do with spey rods. Before AFFTA, there was NAFTA, and their standard drawing specified two foot sizes. The spey foot had a bigger bottom radius as well as a few other slightly larger dimensions. AFFTA says to use the standard foot even for spey reels. But some large diameter “spey” seat hardware is still available.
I am convinced that the upper surface of the reel foot should be a cylinder instead of a cone. With a cone there is a varying radius and little chance of getting a good fit.

When making reel feet, I have been using a rotary table fixture to mill the cylindrical surface on the top of a foot. It might be possible to design a lathe mandrel to do this, but the milling fixture allows me to adjust the top radius.

Here is the milling fixture in use.

The cork checks, sliding rings, and caps for mortised inserts are simple lathe parts. I start with a piece of material that is long enough to make all three, and sequentially part off. With one chucking, I can turn the cork check, the ring, and the inside surfaces of the cap.

Turning the outside of the cap requires second chucking. I use an expanding mandrel. It has a tapered plug that expands the several fingers.

Here is the expanding mandrel in use.

The reel foot will be more secure in the cap if the opening of the cap has taper (7.5 degrees, the slope of the foot). And the ring will fit both the foot and the wood insert better if it has a 3.75 degree taper on one side.
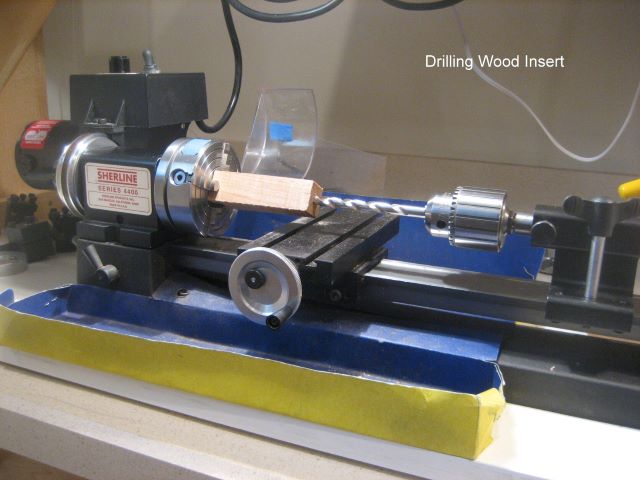
The next several pictures are about making wood seat inserts. Here is the setup for drilling the blank. The essential lathe accessory is a 4 independent jaw chuck. I mark and center punch the end of the blank, and then use a center drill in the punch mark to hold the blank while tightening the chuck jaws.
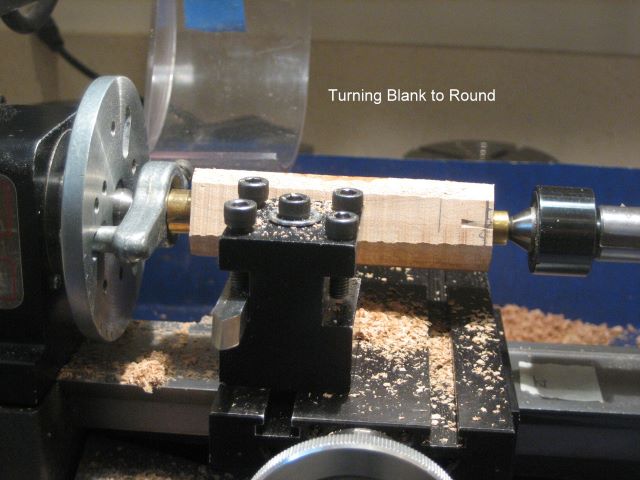
Here I am turning the blank to round. I am using ordinary metal cutting bits for this, and would appreciate advice from any expert wood turners on a better tool.
Turning here is between centers, using a faceplate and dog.

I put these brass “inserts” into the ends of the wood insert while turning. The one at the headstock end has spurs to grip the wood.

Trimming to length can be done with a 3 jaw chuck. This should be done before the final diameter is cut, as the jaws will mark the wood.

To turn a mortise, you need a mandrel that holds the insert off center. Here is my mandrel for turning between centers.

And here is the mandrel in use.

Milling a mortise requires a mandrel that can be fastened to a rotary table. I do not have a center to support the free end of this mandrel, but the 5/16 rod seems rigid enough.
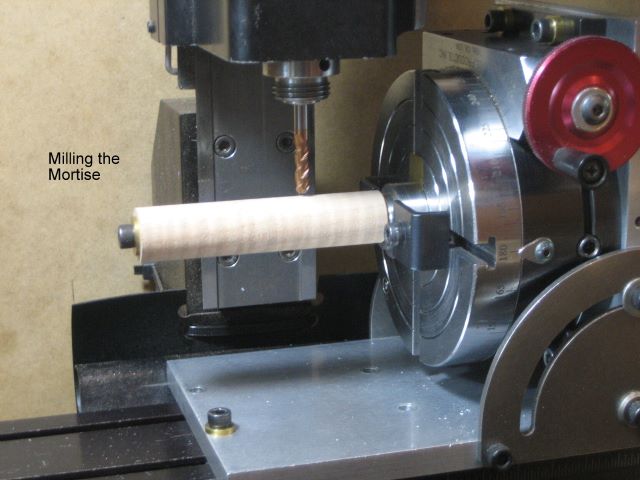
Here is the milling operation. Notice the .005 shim under one side of the mandrel base.

I like to make winding checks with a milled hexagon center. Before making the check, I first make a gauge so I can know when the hex is big enough.

Here is a complete hardware set for a rod, including Duronze ferrules.
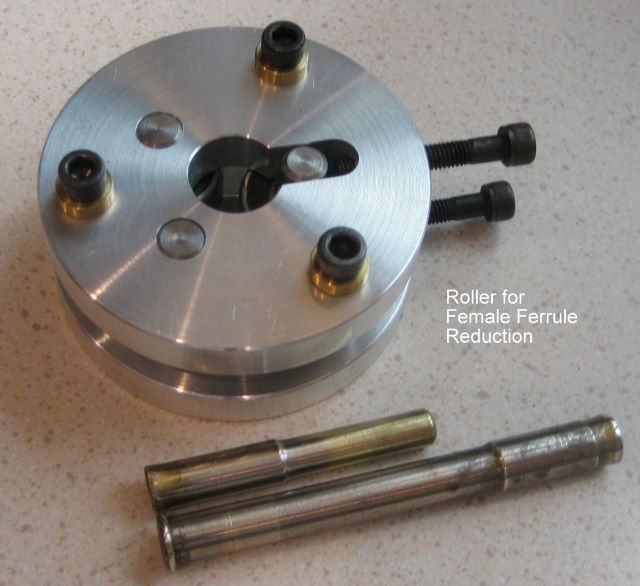
Unrelated to the rest of the presentation is this final picture, a device for rolling female ferrules to a smaller inner diameter. Last year, Jed Dempsey attended this meeting, and he gave me the concept. I am in process of getting several made by a local machine shop, so see me if interested.
-
Recent Posts
Categories
Archives
Links
Meta
-
Join 105 other subscribers

Dave,
I’m a cane rod maker not a reel maker. But I enjoy your web page and your blogs. I’d love to start making reels but I can’t even keep up with rod orders. What I am interested in is your female ferrule constrictor . Very clever idea. Put me on your list and let me know when they’re done.
Bill Blackburn
Bill,
I have had one batch of these made and now have ordered a second batch. I will send you an Email with ordering details. Also, I wrote an article for The Planing Form on this tool, and will make a blog post of the text.
Dave