
This week I have been attempting to make a reel seat of the “cap-and-ring, mortised insert” type, but only with partial success.

The trim ring (cork check?), sliding ring, and cap are simple lathe parts. I chuck a 1 inch long rod, turn the two rings and part off. Then I bore the inner diameter of the cap. The expanding mandrel here holds the cap while I turn the outer surface.

You can see here that I am having trouble with the diamond knurl. It is correct on the cap, but shows multiple strikes on the ring. The material for these parts is c642 aluminum bronze.
The wood insert (cherry wood practice blocks here) is easily drilled on my Sherline lathe, using a 4 jaw chuck to hold the square block. Since I don’t have a wood lathe, I also use the Sherline to make the blank round.

Here I am turning with a tool steel bit meant for brass. Both ends of the blank are piloted on brass parts that fit the bore. The brass part at the head end has drive spurs to grip the wood.
One way to make the mortise is by turning on an off-center mandrel. Here is the setup with my mandrel.
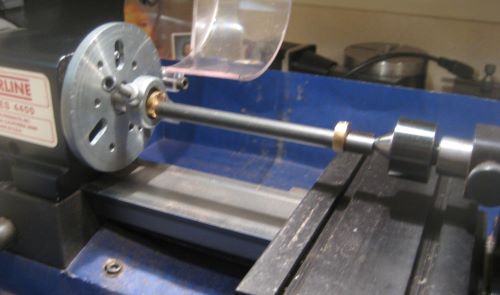
Again, the brass part at the head end has drive spurs.
And this is the mortised insert, still on the mandrel.

The turned mortise covers an arc of slightly more than 180 degrees on the surface of the insert. So the cap fits very loosely. I would like a better fit and decided to try a milled mortise also.
Here is the setup for milling. This mandrel has no outboard support, but I found the insert to be held level within .005 inch.
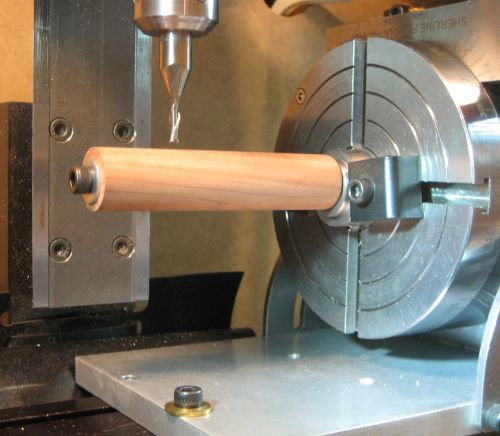
This is the milling mandrel and a milled insert.

I don’t think that it is as attractive as the turned insert, but it is a better fit for the cap. The arc of the milled groove is only 100 degrees.
Update 28 Aug 2014: I have settled on milling the mortise, but using a ball end mill. Here is a dry assembly with a Brazilian Tulipwood insert.

Update 3 Nov 2014: Here is a good example of bronze reel seat hardware, with 45 years of patina development.

Photo courtesy C. Bogart.

Dave – Jeff Wagner of Wagner Rods sells tools and parts as well as some very attractive custom rods. He has a mandrel system fro reel seat inserts as well as an offset widget that allows the mortise to be turned in the lathe. I don’ know exactly how it works but Jeff is very responsive to his E-mails and can probably give you a little more info.
http://www.wagnerrods.com/tools.html
The tools I’m referring to are about a third of the way down the page.
Rich,
I have some friends locally who make rods, and they frequently mention Wagner as the source for tools.
Regarding Wagner’s mandrels: for the limited purpose of making a square block of wood round, I found it satisfactory to use the two little brass plugs in either end of the block, They took much less time to make than would a complete tapered mandrel.
Where his mandrels are really useful is when they are used in conjunction with the off-center parts for turning the mortise. If I understand these correctly, the OD that you see is held in a lathe chuck. The bottom end (which you do not see in his photo) is drilled to receive the larger end of a mandrel, and this drill hole is off center. I do not see any way to support the outboard end of the mandrel, which is probably OK if you do not spin the lathe too fast.
I believe that the fixture that I made accomplishes the same task.
Dave
Dave, always buoyed to see the savvy and ingenuity you bring to each project. The way you present your solutions inspired my recent Clark’s postings. The knurling IMHO could be
brought up to your standards by stepping into the wonderful world of milgraining, a detailed
fine knurling process. Otto Frei catalog is a good initial source. Fred
Fred,
I do have a lathe millgrain tool, which I used to decorate the one piece reel frames that I was making last winter. I was thinking that it was too small for this job. But I just tried it out on a scrap piece of c544 bronze, with good result. Thanks for the suggestion.
Dave
have tried my hand with them and believe they deliver a clean impression because they
are small and hard. pinpoint force equal to a stiletto heel. with my artful machinist co-worker at the wheel, the desired result on my latest reel is reached with 3 handriven
revolutions with heaviest pressure on the second one. drop of light oil. (he can now
do it under slow power)
in my opinion there are two kinds of fly gear; one with millgrain, one without.
Fred,
I agree about hand driving, I do this even with knurling wheels.
On the small reels (one piece frame) that I made, the millgrain trim drew more comments than anything else.
Dave
One option to get the end cap to fit better (when using a lathe/offset mandrel) is to NOT carry the mortise all the way to the back of the seat. Leave couple mm (similar to the trim ring side but less material) so the cap has the full circumference of the seat to anchor it. By doing this the cap will have a solid anchor and the reel foot should still have plenty of room to seat properly. I just finished a reel seat today using this method and it turned out great. Hope it helps and keep up the good work on the blog!
Tom,
Good point. You just have to ensure that your mortise is not too deep, causing the reel foot to slide all the way in to the cap.
Dave