
At the base of the spindle, my reels have a thrust washer. It is meant to take any axial forces generated during cranking.

If this washer is thicker on one side than on the other, the spindle will not sit square with the frame, possibly leading to a rub.
I make the washer from phosphor bronze rod. Working with sheet material would be quite a different process.
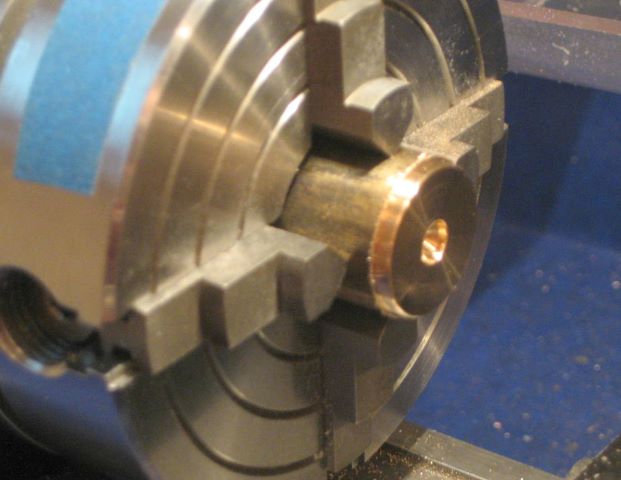
With the raw material chucked, the O.D. and the working face can be turned. This is the time to finely sand the working face.
Then the thin disk can be parted off. Torque is limited on a Sherline lathe, so the parting tool is only 0.040 inch thick. It wavers around during parting, so the back side of the washer is uneven.

I put the washer in a pot chuck to ream the bore.
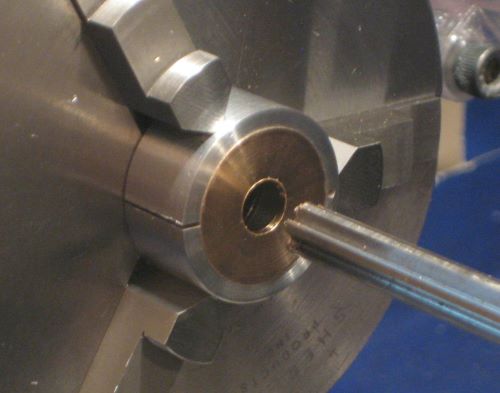
If the washer were thick enough, this chucking would be a good time to turn the back side. But I need a washer that is only 0.031 inch thick. It would flex if turned, making the washer thicker in the middle than at the edges.
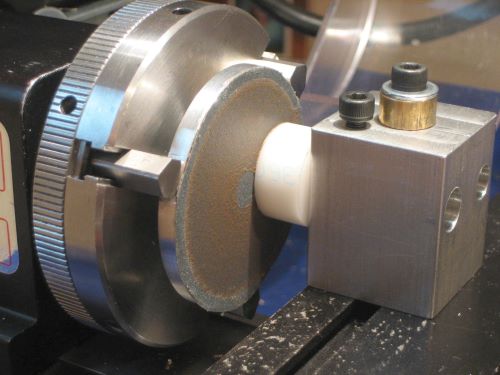
So I decided to sand the back side. Here is an aluminum disk with wet sandpaper glued on, and a Delrin holder for the washer. The face of the holder has a shallow recess to retain the washer.

This is the sanding setup.
Here is a partly sanded washer, showing that the thick portions of the disk are the first to be abraded.

Note 7 Jan 2020: All this is just too much work, and the result is not always what I would want. See the post of May 8, 2014, “Precision Washer”.
