
When anodizing, power is dissipated in the cell and heats the water/acid electrolyte. The heat has two components, electrical resistance heating of the anode’s barrier layer and heat of formation of the oxide film. For example, if the anode area is 16 square inches then the current required is 1.33 amps (12 amps/square foot) and the voltage will be about 14 volts so the the electrical resistance heating is 18.7 watts. The heat of formation of aluminum oxide film is 140 BTU/(sq. ft. * mil) so putting on 1 mil of oxide in 1 hour is another 4.6 watts. The total power that must be removed to keep the electrolyte at constant temperature is 23.3 watts. If this is not removed, then 24 oz. of electrolyte will rise 53 deg F in one hour, and the process will not be successful.
The above figures describe the limit of my small anodizing cells when resting in an icewater bath at about 35 deg F. The walls of the polypropylene jar are good insulators, and conduct only about 23 watts of heat when the electrolyte is at 68 deg F, for a temperatue difference of 33 deg F. Earlier posts (1 Aug 2011, 30 July 2012) on this blog show the water bath setup. Sixteen square inches is smaller than a complete reel frame, so I have had to anodize reels as subassemblies.
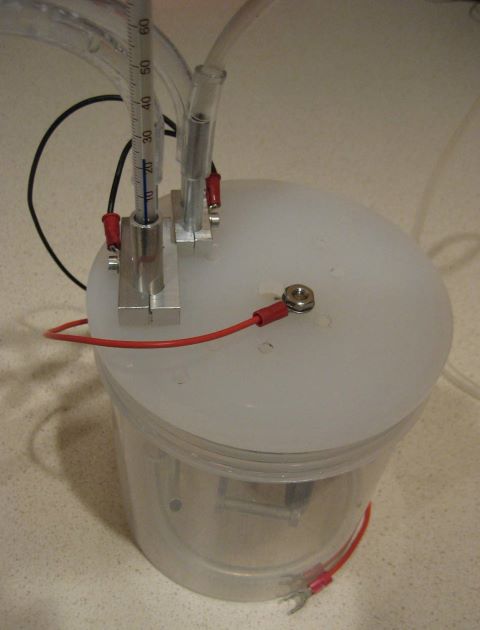
To overcome the limit, but more significantly to eliminate the bother of extracting ice cubes from the refrigerator, I decided to try water cooling the cathode. I live in a rural area and so have a well supplying ground water. Here in August, the cold water is emerging at 54 deg F, 14 degrees below the desired cell temperature. Below is the cell lid/cathode assembly that I built.

Here you see a cooling loop of 3003 tubing, a J shaped tube (also of 1/4 inch 3003 tube) for air bubbling, and a plugged straight tube (6061 aluminum) that is a well for a thermometer. These are electrically tied together to form the cathode. The total surface area of the cathode is much less than 16 square inches, but I learned from a reference book that anodizing cathodes are typically about one third the area of the anode. The 3003 tubing is soft enough to be easily bent by hand. Air bubbling keeps the electrolyte from becoming thermally stratified; air is provided by an aquarium pump.
Here is the complete cell assembly (w/o electrolyte), with Tygon tubing for air, water supply, and water drain..
Before making the complete cell, I tested the heat removal capacity by cooling some hot water from the household taps. The cell temperature should show an exponential decay of temperature with time.
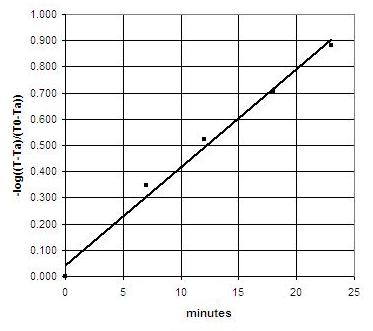
Here I have plotted a log function of the cell temperature in order to turn the exponential curve into a straight line. From this plot, I deduce that the heat removal capacity of the new cathode is 53 watts, for a ground water temperature of 54 deg F. In my new reel design, I need 2.44 amps to anodize the complete frame plus the spool hub. The heat to be removed is 43 watts.
Here is a picture of the anodizing in process. The plastic “shoebox” is no longer a water bath, but just a safety basin for acid drips.

With water running steadily, the electrolyte temperature fell slowly, perhaps 5 deg F in 20 minutes. I regulate electrolyte temperature by turning cooling water on/off.
Here I have extracted the lid/electrode assembly after 1 hour. Note that the 6061 thermometer tube has a dark deposit (which can be wiped off) but the 3003 tubes, having less alloy metal content, stay bright.

I have no instrument for measuring the oxide film thickness. But there are two ways to obtain some assurance that a film did develop. First, the film is an insulator (touch with the probes of a multimeter set to its continuity test function). Second, rings of conductive aluminum can be seen where the reel pillars touched the endplates and the foot.

And here is the frame and spool hub, completely anodized. I have not yet anodized the two spool ends because they will receive a different process.


Dave, Just wondering: Did you ever visit a commercial electroplating vendor in your prior life in manufacturing?
Jerry,
Not to walk the floor, only to meet in office. But the company that I worked for in Wichita also had a circuit board shop; pretty much the same thing. Not an environment that I wanted to linger.
Dave
Hello Dave,
Your two recent posts on control of anodizing & finishing aluminum have brought back some related memories for me.
The screw company I worked for in suburban Chicago (1978 – 1987) would have me visit vendors as well as customers. We did our own heat treating in house on the carbon steel, small-diameter stuff. We had two rotary furnaces, one oil quench and one water quench.
But 100% of production was sent out for plating.
The key fact about platers is this: In order to survive, they MUST cheat in every way they can. And the more sinister the metals they were working with, the more they would cheat. We were forever having problems with mixed lots, mixed diameters, lost parts, inadequate or uneven coating thickness.
As you might imagine, uneven plating thickness was a major problem for the cross-recess parts (such as Phillips, Pozi-drive, Torx, etc) because the plating tended to concentrate in the recess and the parts would come back with not enough recess depth. But I digress…
The worst plater I ever visited — and there were plenty of them — was a place called Midwest Chromium Processors in Detroit. There were only three small-diameter (we called them “basket” platers) chrome platers in the US at the time – this one, another in Cleveland, and a third in Connecticut. When you went through the plant you had to walk on pallets because the floor was covered with a couple of inches of water, contaiminated with God knows what. All this water and high voltage in the tanks…
I remember there was a huge electrical device (I forget the technical name) that was used to convert the voltage for the poles on one of the lines. It was easily seven feet high and the sheet metal cabinet was fully corroded. The guy conducting the tour told me it was only 6 months old!
They were supposed to be discharging water into the sewers of Detroit that was cleaner than the water they were getting from the source. No chance. Instead, they would collect it in huge vessels out back and haul it off somewhere occasionally. Don’t know where, but my guess is it ended-up in Lake Erie.
Midwest Chrome ultimately went Chapter Seven.
Aother time, we used a mechanical plater in the western suburbs, and I went there once when they were having problems with the plating beads sticking in the cross-recess of Phillips parts. At least, there was no water used in their process, but the place actually had big, gaping holes in the roof that you could see the sky through! And I’m certain that nobody working there was carrying a legitimate green card — not that any sane person would ever want a job in the place.
Imagine working there in a Chicago winter.
For a short period of time, I was also in charge of sample production and delivery to customers. We had a small “sample” line out in one corner of the plant where we could do zinc & clear, zinc & yellow, phosphate, cadmium (which, incidentally, we were breaking the law in doing) and other common forms of plating and I fooled around with that just to get an understanding of the process. We were supposed to send the samples out just like any other lot, but if the leadtime was short we’d do the sample plating in house with this line.
Jerry,
Your fulmination here gives me an opportunity to make a couple of points about anodization vs. plating. My purpose is to encourage other reel makers to try the DIY sulfuric acid process, rather than attempt to engage a commercial anodizer. Read a horror story in the exchange of comments at http://www.reelsmithing.com/forum/viewtopic.php?f=10&t=640&sid=13ab323a5344f40bbb6f41187cf51b91
First, you point out that plating is often not even and may ruin the dimensional integrity of a part. The problem here is that the electrical resistance of the plating cell circuit is in the plating solution. In the solution, lines of equipotential and current flow must adjust to satisfy the LaPlace Equation, the most thoroughly studied of partial differentail equations. (Forgive me, I once taught Fields and Waves.) So plating metal is preferentially deposited where the electric field is the strongest: sharp outside corners. Recesses get hardly any plating at all.
In anodizing, the electrolyte (17% sulfuric acid solution) is highly conductive and the resistance of the anodizing cell is that of the barrier layer, the portion of the anodize coating that is closest to anode metal. So the electrolyte is everywhere at the potential of the cathode. The electric field is uniform over the entire anode and the oxide layer grows uniformly. The total oxide layer thickness of about 0.001 inch is largely into the metal and so part dimensions are practically unchanged.
The second area of concern is disposal of toxic materials. In the case of anodizing, there is a highly active chemical (sulfuric acid) but waste acid can be neutralized with baking soda and the resulting products are harmless.
Some DIY anodizing instructions say to seal the oxide layer with a nickel acetate solution, but a little research shows that boiling in distilled water is equally effective. See my post of 3 March 2012.
One other chemical that I keep around is lye (drain cleaner). This is useful for stripping off an anodize layer that did not come out right. I dispose of this by washing it down a household drain!
Today I am working on a process to make anodized aluminum look like bronze, and it involves another chemical, stannous sulfate. Yes, tin is a heavy metal, but I do not think that it is a serious disposal problem. Before the change to plastic, all toothpaste came in tin tubes. (Maybe that doesn’t prove anything, since the Romans conquered the world but never figured out that drinking water should not go through lead pipes.)
Dave
Pingback: Anodizing Temperature Control | North Branch Reels