
When tapping, whether on the lathe or on the mill, I always use a guide pin in the hole on the back of the tap handle.

This does two things. First, it ensures that the tap is started straight. Second, it prevents getting any bending moment on the tap, greatly reducing the possibility of tap breakage.
In the 3 years that I have been machining, I have tapped 400 to 500 holes of size 4-40 without breaking any taps. These have been mostly in aluminum and brass.

So my time was up. I had done considerable work on this reel foot (7075 aluminum) when disaster struck. The guide pin was in place on the tap handle, so I broke this one by torque alone. You can see the characteristic 45 degree torque spiral on the shank of the tool. It was also there on the broken-off tap fragment before I took this picture, but I broke more away when I tried to grasp it with a chuck.
Determined to save my work, I bought a Walton Tap Extractor. The smallest extractor that they make is 4-40.
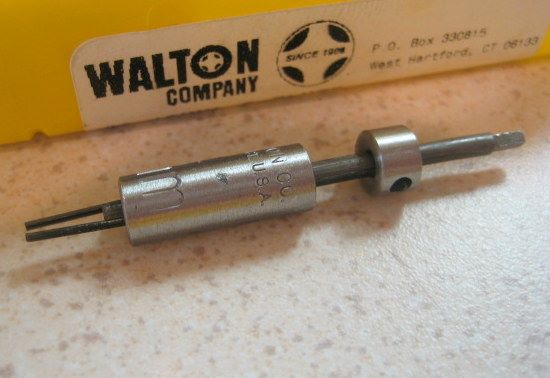
It was not strong enough to take out this tightly torqued fragment. I fiddled with it quite a while and finally broke the first set of fingers. I think that it would have worked on a tap that had broken by bending moment.
So I tried chemical means. Here I am boiling the foot in alum (the same stuff that is in pickle recipies). Maybe alum does not attack aluminum, but it certainly attacks the other metals that are in aluminum alloys. Chemical activity is quite obvious over the entire surface of the foot.

After an hour of boiling in a fairly strong solution (half cup alum in two cups water), I could still not remove the tap fragment with the Walton Extractor. By that time, I was pretty sure that all the magnesium, chromium, copper, and zinc were gone in the surface layer of the 7075 alloy, and that I now had a soft surfaced reel foot.
So the message here is that if you do break a tap, try the Walton Extractor. If you are not immediately successful, then get on with it and start a new part.
