
An end plate or end ring for a raised pillar reel has many details, so many things can go wrong. One preventable error is failing to center a counter bore on a drilled hole.
When I started the raised pillar effort, I was making counterbores with an ordinary end mill. This quickly proved to be a bad idea. The solution is to use a real counterbore which has a pilot that ensures centering.
There are two problems in obtaining these tools. First, they can be expensive. Second, you cannot find the combination of pilot and cutting diameters that you want.
My solution to the first problem is to buy the tools on Ebay. I now have one counterbore from Israel and one from Croatia, but they cut just fine.
My solution to the second problem is to buy “replaceable pilot” counterbores and then make my own pilots from mild steel.
Update 13 Dec 2014: At the time of the original post, I made my own pilots for 7/32 and 3/16 counterbores. While I was making aluminum frame reels, the pillar screws were 4-40 and the 7/32 counterbore worked OK. Now that I started making frames of bronze, I have switched to 3-48 screws, and the 3/16 counterbore for those is not satisfactory. The problem with it is that the diameter of the pilot (which I made) is a little less than the minor diameter swept by the cutting edges. It does not make a flat bottom hole. So I am back to using a 3/16 end mill to form the counterbore. Working carefully on angular positions, I am getting satisfactory results.

there is a set at http://cdcotools.com/index.php look counterbore tools i dont make no money from this site just thought its a good price for $29.00 better then i could find on ebay
just my two cents worth
Richard Westerfield
Richard,
Thank you for pointing out this vendor. They have stuff that I did not know existed.
Dave
Dave, I use these http://www.mcmaster.com/#counterbores/=g5b25x . They also make some with a 82 degree angle for use with flat head caps screws.
Leroy..
Leroy,
McMaster is a great vendor, always quick to fill an order and ship. I always check them out when I need something. As for counterbores, I have a problem with $40+ for a simple cutting tool.
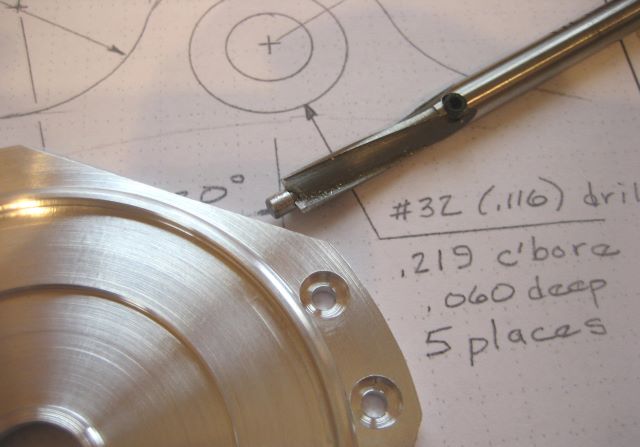
Notice that the c’bore diameters are standard fractions of an inch. This is OK with me because I make my own screws and can set the head diameter to fit the counterbore. But the pilots are also standard fractions of an inch. When I drill a clearance hole for a #4 screw, it is 0.116 diameter. A 3/32 pilot will not properly locate the c’bore. So making one’s own c’bore pilots is necessary.
Dave
Update 10 Feb: Having thought about it a couple of days, I realized how to make a standard counterbore work. First drill a 3/32 pilot hole, then do the counterbore, then drill out at 0.116 . It’s an extra step, but easier than making special counterbores.