
I am finishing end plates, and that involves a lot of tedious hand work and a lot of waiting for the tumbler to do its job. There is a feeling that no progress is being made. So as a remedy, I am making the crank screws. At least something seems to be getting done.
Small screws (this one is 8-32) are most quickly cut with a threading die. The problem is starting the die; it is likely to chew up the end of the screw before biting in and cutting. So my foolproof scheme is to make a blank longer than is needed, and then turn a small diameter at the end. Here is a screw blank properly prepared.

The depth of a 32/inch thread is about 0.027 inch, and the reduced diameter here is about 0.027 less than the full diameter of 0.164. It is applied to the last 0.100 of the screw, enough length for 3 threads. You can see a “neck” behind the area to be threaded; it has nothing to do with starting the thread.
The threading die readily engages the reduced diameter at the end. And by the time it reaches the full diameter, it is gripping the blank very well.
So all I have to do is turn the crank, no fiddling to get the die started.
Next I screw on a steel nut.

Then trim to length (i.e., remove the reduced diameter section).

And file a little to remove burrs.

Remove the nut (properly forming the end of the screw) and there is the completed thread.

Now it is time to part off.

To work on the heads, I put the screws on a brass mandrel.

Update 15 Nov 2012: I am beginning to realize that the quality of the threading die is a factor. Several of the dies that I have will climb right up onto a full diameter, without any lead-in diameter as I described here. This saves a lot of time when making several screws; you don’t have to go back and trim the end. When I originally wrote this post, I was using a die that may not have been shaped well.

is this right. the die holder is bolted to the arm. a hole is drilled in to the center of the arm so it fits over the tail stock.so you can turn the tail stock ? thats what it looks like to me this is going to help out a lot in the building of my engraver way cool. do you know about ” Boeshield” its used in taping and drilling “it works” real good
Richard Westerfield
Richard,
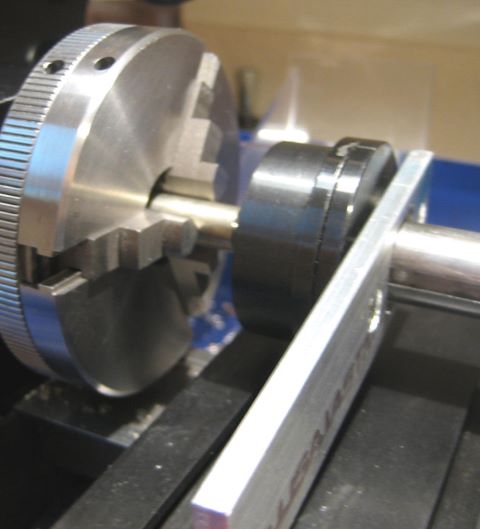
No, the die does not rotate as the thread is cut. The aluminum bar that you see is a reaction arm that I made. It fits over the heads of 2 capscrews that protrude from the back of the die holder. Sherline put an “MT-0” taper on the tailstock, and it is too small to carry the reaction by itself.
I manually turn the spindle to cut threads, with a crank arm fitted on the far end.
Here I am cutting leaded nickel silver which needs no lubricant. I use “Tap Magic” on many materials, but light oil for aluminum.
Dave
hi dave
just thought you might want to know about smone thing better then “Tap Magic” i could not belive how well this ” Boeshield” works thanks for he information on cut theards
Richard Westerfield
Richard,
I just Googled “Boeshield” and find that there are several varieties: T-9, Rust Free, Chain Lube, Bit & Blade Cleaner,… Which one are you using as a cutting oil?
Dave
(A short time later) Now I see that there is an on-purpose Cutting and Tapping Fluid, sold as P/N 1412, 1413, 1414, according to container type/size. That must be it. I will try.
Be sure to check out the “Janelle Studio” link that I have placed in the right margin of this blog. It is an index of information from many forums.
Update Nov. 23 – I just noticed that Richard plugged a Boeshield product on the Reelsmithing forum, and it is this.
Dave where is this screw used? I sent a couple for Sage/Hardy reels to Bill Archuleta for repair. One had a stripped and bent handle that held crank handle to the spool. The other was just stripped. I worry about durability in this area. It whole takes a tiny moment of ‘dumb thumbs’ to drop a reel or rod with the reel mounted.
Rich Bahl
Rich,
This is the screw that holds the handle onto the shaft. Just like the one on the reel that you have.
Dave