I have been having trouble making end plates for my “aluminum frame reel”, and had to scrap a couple of parts that were nearly finished. The problem was pillar lugs that were not symmetric. At 1.5 inch radius, an 0.1 degree error with the rotary table causes a milled feature to be off by .0026 inch. If that feature is a pillar screw hole, then the pillar is .005 wider on one side than on the other, and that is quite noticeable on small pillar lugs.
I tried making some positioning fixtures, but these did not help. Final solution is simply to do as many operations as possible while the part is still held in its original grip in the 4 jaw chuck.
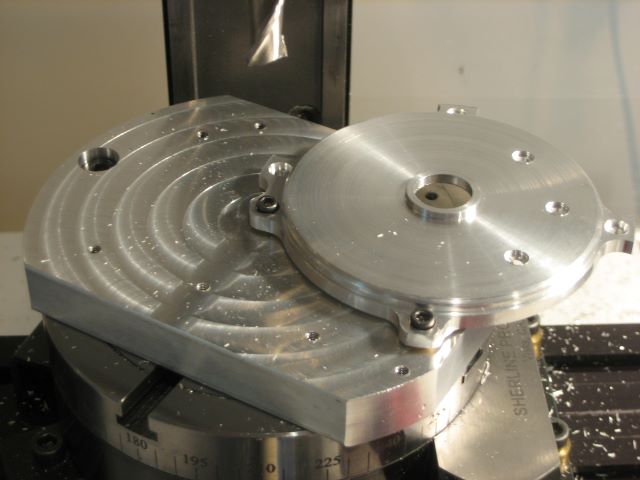
Here you see that the lugs are all drilled and counterbored, and holes have been plunge milled for the inner radii on each side of each lug. I can do do no more work on the part outline because chuck jaws are in the way.
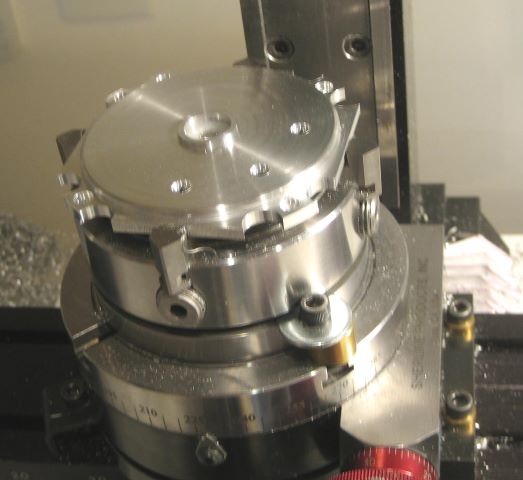
One feature of the Sherline lathe & mill combo is the ease with which the 4 jaw chuck can be moved from lathe to mill. On either tool, it screws onto a 3/4-16 external tread. But the cutting forces of an end mill can easily unscrew the chuck from the rotary table, ruining part registration. Sherline’s standard hold-down clamps are too large to be used here, so I made a special clamp from an off-center drilled brass rod and a washer with a flat on one side.
Next I transfer the part to a tool plate, where the rest of the outline is clear to be milled.

A different mounting on the tool plate allows the corners of the lugs to be rounded.