
After deciding that the expanding mandrel (previous post) was inadequate, I started thinking about ways to support the spool end blank at its rim. Axial runout must be minimized. This is what I made and think works well.
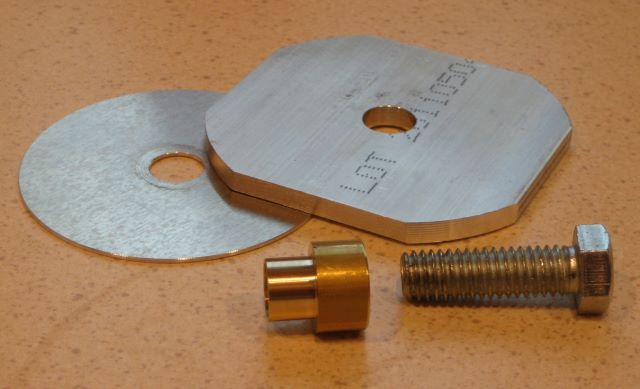
Here you see parts for clamping to the mill’s rotary table: a spacer, the spool end blank, a brass bushing and a large hex head screw.
Up to this point, the blank had been held by a 4 jaw chuck. This allowed mill operations of rounding the corners (to get clearance for turning), flattening the back, and roughing the back side groove. Also lathe operations of trimming the groove and drilling, boring, and reaming the center hole. Further milling or turning cannot be done because the chuck jaws would be in the way.
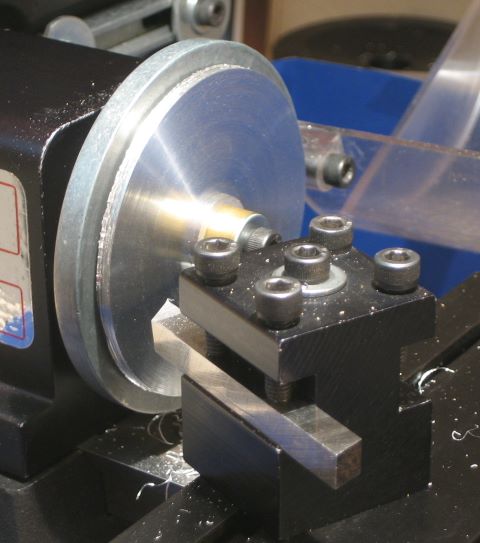
Here the front side profile is being rough milled. The brass bushing aligns the work with a recess in the rotary table (both happen to be 9/16 inch). The bolt engages threads below that recess.

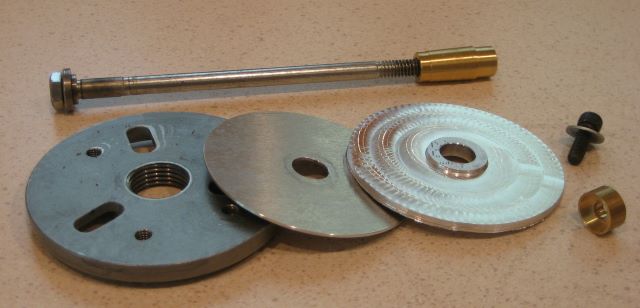
To finish the profiling on the lathe, I use these parts: drawbolt and tapered mandrel, faceplate, spacer, roughed spool end blank, and clamping spacer.
The brass mandrel fits the MT1 taper in the lathe headstock. I turned the mandrel myself, so the Morse taper may not be commercial quality. But whenever I insert this mandrel in the lathe spindle, I measure “zero” radial runout, using a “Last Word” indicator that would show as little as 0.0001 inch.
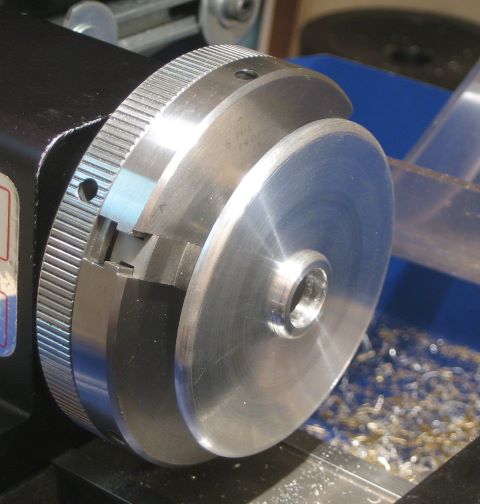
Here is the turning operation. I can reach all front side surfaces except the end of the hub.
To finish the front hub, I clamp on the back side hub with a 3 jaw chuck. For this, concentricity is not critical because I only have to cut the hub to length and round the corner with a file. This is a different hub that you see in drawing 1006 of the previous post.

Greetings,
Do you happen to have more photos of your power saw (other angles)?
Or better yet any plans on how to build one?
Thanks.
Antonio M
Antonio,
My power hacksaw is a handheld bandsaw and a drill press vise fastened to a hinged plywood base. Perhaps you saw a photo in the 6 May 2011 post to this blog. I will take a few more photos this week and create a new blog post.
Dave