
I have been trying to make the rather complex end plates for my aluminum frame reels (blog entry of 10 Aug 2011), but having serial failures. So I decided to take a break and make some really straightforward parts, the shafts.
It would be good to turn a shaft between centers because then the two journals would be exactly collinear. But the shaft for a fly reel is quite short, about 1.5 inches, and on the Sherline lathe the cross slide becomes trapped between the headstock and tailstock.
The slide cannot be moved enough in the axial direction to do the turning.
So I clamp the shaft in a 4 jaw chuck, first by one end and then by the other.

My “blanks” are a 2 piece brazed bronze assembly. (More on brazing in the 23 June 2011 blog posting.) This allows the shaft to be hollow and saves a lot of weight. I first carefully center the blank in the chuck (more on centering below).
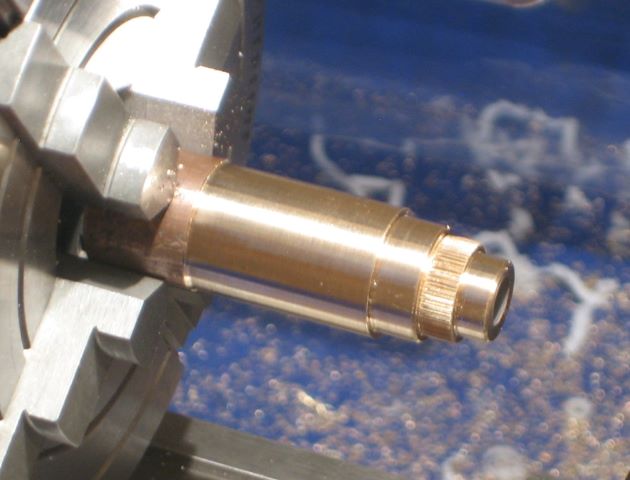
Here the click end has been turned and the ratchet seat knurled.
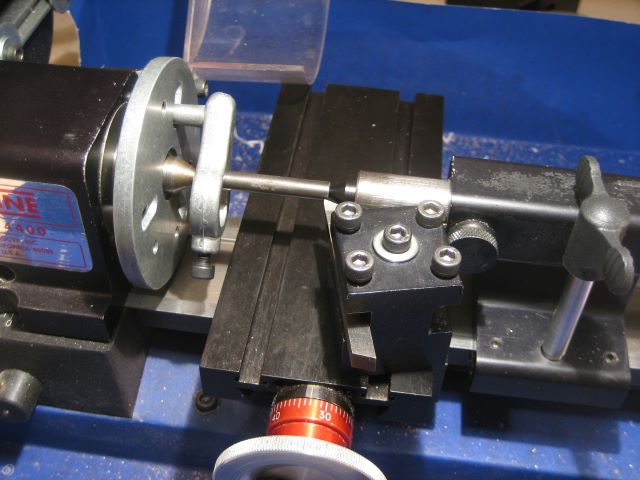
Now I re-chuck from the other end. I adjust the jaws while indicating on a surface that is already turned. It doesn’t seem like a great effort to get about 0.0004 TIR. The indicator is a “Last Word” by Starrett, purchased on Ebay. The dial divisions are 0.001 inch. A TIR of 0.0002 is readily observable.

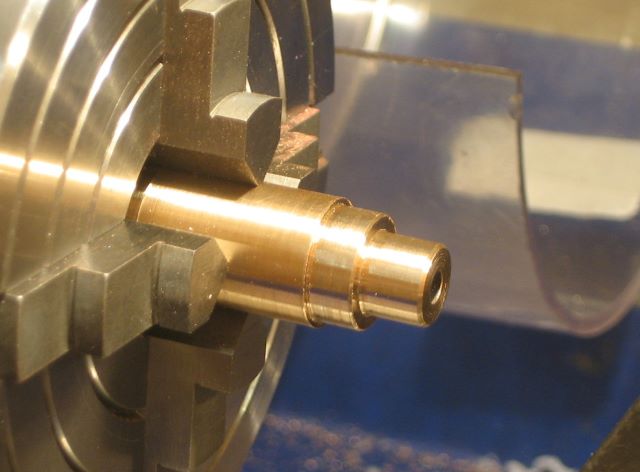
Here the crank end has been turned.
The end is now tapped for the crank retaining screw.

And flats are milled to carry crank torque.

Here is a brazed blank and a finished part.

