
The AFFTA standard for fly reel feet calls for a 0.350 radius on the bottom. It seems strange that they chose this decimal fraction of an inch; why not 11/32 so the radius can be cut with an 11/16 ball end mill that you can buy? Or perhaps 18 mm, which could also probably buy.
At any rate, the largest end mill shank that I can use on my Sherline mill is 3/8, so I have to rough out the sole with multiple passes of a 3/8 ball end mill, then sand. There is a geometry problem involved in figuring out how deep to make each pass.
I have both a 2 flute and a 4 flute 3/8 ball end mill, and I have just discovered which is more suitable for the hollowing task. Normally I would expect to use a 2 flute end mill on aluminum. But in this case, the four flute works better. There is a tooling hole (0.194 diameter) in the center of the foot, and the end mill has to pass over it. Here is a detail of two soles, both partly sanded.

The 2 flute cut is on the left and the 4 flute cut is on the right. In cross section, the two flute end mill has different area moment of inertia on two axes, whereas the four flute end mill is symmetric. I believe that this causes a different (and larger) vibration in the two flute tool, disfiguring the area around the hole. The damage seems to be too great to sand out. I could put off the hole drilling until after the sole has been hollowed, but this is inconvenient.
To date I have done the sanding by finger power, using a wood dowel (0.68 diameter) to back up the wet/dry sandpaper. To speed the process, I have now made an aluminum dowel that can be spun on my lathe. Here I have sawn a slot to trap the ends of the sandpaper. There is also a shallow flat centered on the slot.
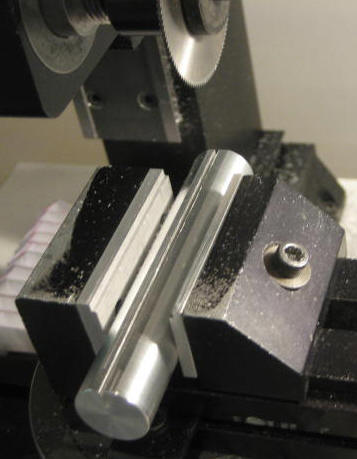
Here is the dowel mounted on the lathe. The sandpaper is secured with rubber cement.


Dave I don’t think the reel manufacturers pay a whole lot of attention to the foot standard. When I built one of the Eclectic Angler reels I had to shape the reel foot. I looked at several of my other reels and none of them were the same. Either in the radius or the thickness of the foot. By the way I finally went fishing with the reel I got from you on Sept 22. Worked great! Can’t wait till your next project series is complete.
Rich,
There are certainly many reels that do not fit every fly rod. If you read the “Classic Reels” forum at Clark’s, there are many postings about problem feet. But I think the reels involved may be pre-standard. I would be dumbfounded to see a new reel that did not meet the standard. What defense would the maker have if it did not fit someone’s rod?
Dave
Dave I went back and looked at the spec again. The tolerances are pretty loose on the 0.35 radius as well as the foot thickness. That explains a lot. The other thing to look at is the reel seats themselves. There are a lot of diameters from all the manufacturers. In addition there are several different small time vendors that cater mostly to the bamboo rod makers. I have had trouble with two of my bamboo rods in this area. I’m pretty sure there would be no problem with a Struble or REC reel seat.
Rich,
Of course you are right. The +/- .020 tolerance allows one to use 11/16 inch, 18 mm or other standard sizes. This was probably decided in an AFFTA meeting, to grandfather in all reel feet already tooled. I am still stuck with making multiple passes with a 3/8 end mill due to my small mill.
Dave
Dave I understand the limitations of your machines. It has to be part of the challenge and fun all in one. I’m sure there are lots of ways to machine the foot to your satisfaction. Just for fun I went to Wayne Cattenach’s book “Handcrafting Bamboo Fly Rods” He specifies a 5/8″ fingernail bit for the cutout in the reel seat. I’ll look in my other rod building books some other time. Scott Nilsson at High Desert Fly Rods in Boise has his own custom router bit. I dont’ know the radius but when he cut it for the rod I built with him it wasn’t quite deep enough. Only about 1/32″ of the reel foot was under the butt cap. Scott does offer individual rod building classes. I highly recommend him. He also builds a really nice rod. I can’t imagine to many people who wouldn’t really like his 7.5 foot 5wt.