
To fabricate nickel silver end rings, you have to neatly silver solder the flange to the web, then machine. But for aluminum end rings, you can find heavy wall tubing. I was able to get 3/8 wall tubing from Speedy Metals.

I bought the tubing as 1 inch cut-offs, with the idea that I could turn 3 or 4 rings from 1 piece, parting off between rings. The substantial length of tubing would provide the stiffness needed to avoid ring distortion from jaw clamping forces. This worked for the first reel, but I found parting off to be difficult with my Sherline lathe; it was very easy to stall the motor. So I decided to saw off short pieces in the future.
When sawing, the tubing must be firmly held. The 4 jaw chuck seem to be the best choice for this, so I made a fixture to hold the chuck under my power hacksaw. The brass part on this fixture has a 3/4-16 UNF thread that fits the back of the chuck.
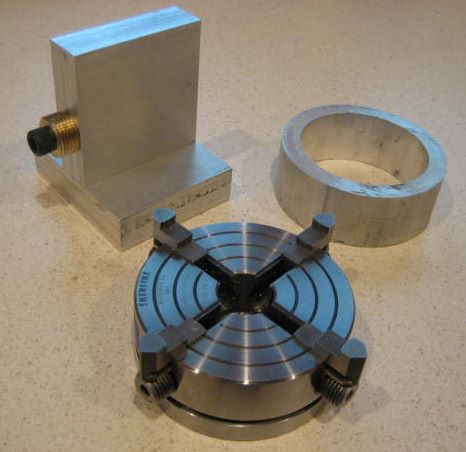
In the future, I will buy tubing in longer lengths so it can be held in a cradle during sawing.
Here is a shot of the fixture in use

Turning the ring is straightforward. The ring does distort from jaw forces, but it helps to use a 4 jaw chuck instead of 3 jaw because the distortion is less. This distortion is not visible to the eye, but can be found with a dial caliper.
One of my rings was too narrow to clear the chuck jaws, so I made a sheet metal spacer to locate it farther out on the jaws.


i find your work most interesting its interresting that you do what you do with such a small lathe just goes to show you where there a will there a way keep up the good work and thank you
richard westerfield