
Antique Vom Hofe reels have end plates made of hard rubber. The modern version of this is Ebonite, used to make bowling balls. This material is available in a suitable form to those who want to be as authentic as possible; see Perfection Fly Reels.
My skills are not at the level where this degree of authenticity is warranted, so I make the end plates from black Delrin.
One advantage of Delrin is that it is a great bearing material. When I made my first reel, this point did not occur to me, so I went to the trouble of inserting Oilite bronze journal sleeves. For the group of 5 reels that I am now working on, I will just run the shaft right on the Delrin end plates.
Delrin is available in rod or plate form. I chose to use rod, but I am not yet convinced that it is the best choice. It may be easier to get the blanks that I need from plate. Here is how I proceed with 3.5 inch diameter rod, which can be purchased by the foot.
For the first reel, I cut slabs using my Delta 14 inch bandsaw. It worked, but I did not like doing it that way. The problem is that the saw has a conventional single phase AC motor, and the speed is fixed. This speed is suitable for most wood cutting, but is a little too fast for cutting plastic. Melted chips re-solidify in the saw’s slotted throat plate and make it difficult to feed the rod into the blade. It helped somewhat when I made a scrap wood sled to carry the rod because the rod was then up off the saw table.

Later I bought a handheld bandsaw from Harbor Freight, because it had a universal (brush type) motor and could be speed controlled by reducing voltage. I made a pivoting frame so it would work more like a real metal cutting bandsaw. This saw has a speed control built into its trigger switch, but I found it somewhat difficult to control so I used a variac to reduce the speed. With lower speed, there is no problem with melted chips.

The fixturing shown here is not the final word; it is awkward to hand hold the rod down on the vise while cutting, and it will become more difficult as the rod gets shorter. So I plan to make a custom V-block vise, probably from wood.
After turning flat faces on the slabs, there is the problem of cutting the proper O.D.; jaws of the chuck are in the way. So I next put in the bores for the shaft journals. That allow me to clamp the slabs against a faceplate from the center. Here is the fixture, using a brass core with Morse Taper 1 to fit the Sherline headstock, and a Delrin plate to apply pressure.

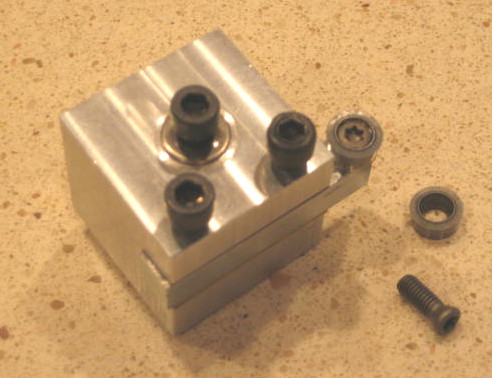
From here on, the material can be held on its finished O.D. with a 3 jaw chuck. But a spacer is needed to get the material parallel with the face on the chuck and to provide clearance from the chuck jaws. Here are two views of my spacer; the back side has slots to clear the vise jaws.

I fasten this spacer to the face of the chuck with Scotch double sided tape. This keeps it from rattling while turning, and falling off between chuckings.
The profiling of the plates can be done with any lathe tool, but I made a special one in order to get the finish as smooth as possible. The cutting element is a 3/8 diameter round carbide insert (RCMT-32.5), available from McMaster. It takes some hunting to find the special screw that secures this insert. (Google “CO-4011 insert screw”. It is M4 – 0.7 x 0.465)
Even with the well rounded cutting edge, visible machine marks are still left in the Delrin. I have decided to leave them as-is, they show that the reel was handmade from bar stock. If anyone has a procedure for polishing Delrin, I would be interested.

Here is a view of finished front and back end plates. The back end plate is dished to accomodate the click mechanism. The only operation not done is drilling for the pillar screws. I intend to make a drill template for this and use it on the end rings also.


a higher seed feed should ? get rid of the tool marks i know it works with steel i.
do nor know if it would work with Delrin. you could try with a smal pice
richard westerfield