I was interested in nickel plating for two reasons. First, it might be a good finishing process for brass, bronze, or steel reel parts. Second, a rodmaker friend asked me if I knew a way to build up the diameter of a nickel silver ferrule that had worn and now had a loose fit.
I did the usual research on the internet and found that there are many things to consider. The plating solution must have dissolved nickel salts, but also brighteners, and other chemicals to ensure that there is no delamination. I ended up buying “Bright Nickel Electrolytic Plating Solution” manufactured by Krohn and sold by jeweler supply houses.
To prepare the parts, I also bought “Tivaclean Cleaning Concentrate” by Krohn. You can use this to “electroclean” by making the article to be plated the cathode of a cell run at 5 volts in hot cleaner solution. Cleaning should take just a few seconds.
Here is my plating cell. It has a stainless steel anode. The cathode (to be plated) is just a brass rod for this trial.

The plated rod has a brilliant finish.

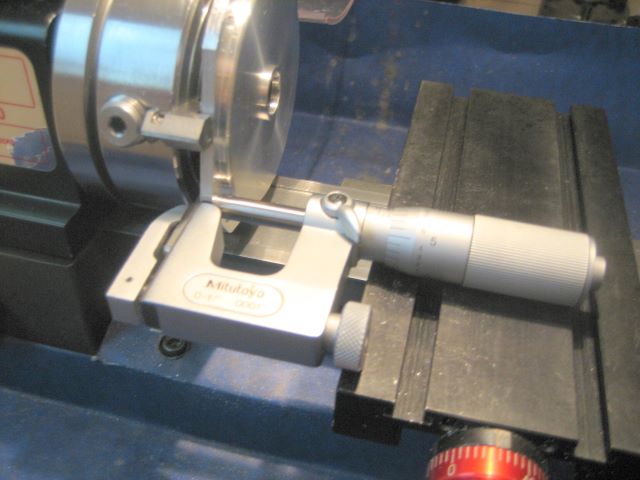
I ran the plating process for one half hour at .09 amps on the rod surface area of 0.8 square inches. This is a current density of about 16 amp/square foot. My measurements showed the diameter to increase from .2501 inch (bare brass) to .2510 inch (with plating). This should be plenty for rod ferrule repair.
During plating at constant current, the cell voltage started at 3.0 volts and gradually fell to 2.4 volts.
Following is an electrochemistry calculation regarding plating thickness. Nickel is element 28 and has a molecular weight of 58.7 . Its density is 0.322 lbm/cubic inch, and it can have valence of 2, 3, or 4 in chemical reactions. Consider plating .0005 inch of nickel onto a rod ferrule with surface area 0.8 square inches, using a plating current of .10 amp. The mass plated would be .0004 cubic inches, or .00013 lbm. I believe it should take 32 minutes to do this.
The number of electrons pushed through the wires is .10 coulomb/second * 1920 seconds * 6.25e18 electrons/coulomb = 1.2e21 electrons.
The number of nickel atoms in the plating is 6.02e23 atom/gram mole * 453 gram mole/lb mole * .00013 lbm / (58.7 lbm/lb mole) = 6.0e20 atoms.
The effective valence of the nickel is 1.2e21 electrons / 6.0e20 atoms = 2 electrons/atom.
Update 21 July 2014:Yesterday I plated the male ferrules of a 3 piece, 2 tip rod that had much use and was loose. On 2 of the 3 joints I got the right amount of plating to restore a good fit. On the first tip, I applied too much plating, so it will have to abraded down. I made electrical connection to the ferrules by twisting wire around them (above the plating area) and I used a camera tripod to lower the rod sections into the plating solution.

Update 2 June 2025: This Youtube shows how to make your own plating solution, all you need is some sheet nickel. https://www.youtube.com/watch?app=desktop&v=G-PtnwtOR24